Philippe Sauvignet-OTV direction technique , Sabine Jeandenand-SIBA (Syndicat Intercommunal du Bassin d’Arcachon), Marie Christine Huau, Laure Cheyres, Lola Tisserond- Veolia eau France
Résumé
Dans le cadre du pôle de recherche, le SIBA et Veolia ont mené conjointement des travaux sur le traitement des micropolluants en sortie de la STEP de Biganos et sur les opportunités de REUT avec la technologie Opaline. L’optimisation de la technologie Opaline® C+ s’est déroulée en quatre phases sur la période 2018- 2022. Les essais concluent que les conditions de fonctionnement optimales pour la réduction des micropolluants, ainsi que pour un coût de fonctionnement et d’exploitation maîtrisés, sont:
• l’utilisation de charbon actif en micrograin en lieu et place du charbon actif en poudre • le retrait de la cuve de contact du charbon actif et des billes en polypropylène
• une injection d’ozone en ligne à 1 ppm en amont du réacteur membranaire En 2021, ces optimisations ont permis le dépôt du brevet de l’Opaline® C+ évolution (juin 2021). Reference FR2106950 Le perméat produit est d’excellente qualité sur différents paramètres, ce qui permet d’entrevoir diverses pers- pectives de REUT.
introduction
De nombreux micropolluants issus des activités humaines sont présents dans les eaux usées traitées. Les micro- polluants organiques sont des molécules synthétiques issues des activités humaines telles que l’industrie, l’agri- culture, la médecine ou encore des usages domestiques. Même à faible concentration (de l’ordre du nano- gramme), ils peuvent engendrer des effets négatifs sur les organismes vivants, notamment les substances herbicides, les insecticides et les perturbateurs endocriniens. Pour une concentration excédant 1 μg/L de diclofénac (composé pharmaceutique) dans les eaux de surface, des modifications des cellules du foie, des reins et des branchies ont été constatés chez la truite arc-en-ciel. Bien qu’il n’existe pas à l’heure actuelle de limite réglementaire de rejet des STEU concernant les micropolluants, la Directive Cadre sur l’Eau (DCE) 2000/60/CE fixe des objectifs environnementaux et des échéances pour améliorer l’état écologique et l’état chimique des masses d’eau de surface et souterraine. La Directive 2013/39/ UE établit une liste de 45 substances prioritaires et leurs NQE (Norme de Qualité Environnementale) associées, ayant pris effet fin 2018, en vue d’at- teindre un bon état chimique avant décembre 2027.
Ces substances sont recherchées lors de campagnes de recherche des micropolluants (RSDE) réalisées en entrée et sortie de STEU. En octobre 2022, la Commission européenne a dévoilé sa proposition de révision de la directive sur les eaux urbaines résiduaires. Elle propose d’ajouter 25 nouvelles substances, soit 70 substances prioritaires pour les eaux de surface. Certains de nos voisins européens, notamment la Suisse, imposent des limites de rejets concernant les micro- polluants organiques en sortie de station. Afin de tendre dans cette direction, la commission européenne a également soumis une proposition de révision de la Directive 91/271/EEC, ajoutant des exigences relatives aux rejets des STEU par rapport à 12 micropolluants, jusqu’à lors inexistantes. Les stations d’épuration d’eaux résiduaires urbaines sont considérées comme étant des vecteurs de micropolluants vers les eaux superficielles. En effet, bien qu’elles per- mettent l’élimination d’une partie de cette pollution grâce aux traitements physico-chimiques et biologiques, elles n’ont pas été conçues dans cet objectif et ne permettent pas de répondre aux normes environnementales. Différents procédés de traitement des micropolluants organiques sont développés et appliqués en traitement tertiaire des stations de traitement des eaux usées urbaines. C’est pour atteindre ces nouveaux objectifs de qualité que Veolia a développé une technologie pouvant être utilisée en sortie de station d’épuration conventionnelle, l’OPALINE® C+. Cette technologie repose sur une filtration à charbon actif couplée à une filtration membranaire afin d’éliminer les micropolluants des eaux usées avant leurs rejets dans le milieu naturel. Le perméat ainsi produit est une eau de grande qualité, aussi bien d’un point de vue des micropolluants organiques que des microorganismes pathogènes. Ceci laisse entrevoir des opportunités de REUT selon la classe A de la réglementation européenne. Cet article exposera les performances et résultats obtenus avec un prototype industriel in situ, appliqué à un effluent d’assainissement urbain non nitrifié en zone de rejet marin côtier.
Le procédé opaline c+ : description de la technologie
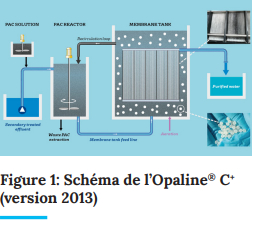
Le procédé OPALINE® C+ est un système hybride utilisé en station d’épuration qui combine le procédé de charbon actif en poudre et le procédé membranaire d’ultrafiltration pour traiter les micropolluants organiques et pathogènes. Le procédé Opaline® C+ a ainsi été développé pour une épuration poussée de haute qualité des eaux usées municipales permettant d’ouvrir des usages en aval, tel que la réutilisation en irrigation de culture, de parcs, en usage urbain, ou encore pour rejet en milieu naturel très sensible. Ce procédé per- met l’élimination de la pollution orga- nique dissoute, des micropolluants, microplastiques, matières en suspension et microorganismes présents dans les eaux usées traitées. Il s’agit donc ici d’un traitement d’affinage complémentaire aux traitements biologiques conventionnels. La figure 1 présente le schéma de fonc- tionnement de l’Opaline® C+ . Figure 1: Schéma de l’Opaline® C+ (version 2013) Description du fonctionnement de l’Opaline® C+ :
• L’alimentation en effluent à traiter provenant de la sortie de la station d’épuration dans la cuve de contact s’effectue par marnage (niveau haut et niveau bas de la cuve de contact). En amont, l’eau brute passe par un filtre à sable faisant office de dégrilleur et une dose de coagulant (PAX 18) à 4 gAl/m3 est injectée. L’utilisation de ce coagulant est nécessaire pour éviter le colmatage des membranes car l’eau de sortie de la station d’épuration de Biganos est riche en MES, celle-ci ne traitant que le carbone et pas l’azote (rejet en mer).
• La préparation du charbon actif (CA) est effectuée en amont du réacteur, dans une cuve où 20 kg de CA frais sont mélangés à 1 m3 d’eau pour obtenir un mélange à 20 g/L. La taille des grains du CAP est de l’ordre du 15 à 35 μm.
• La mise en contact du charbon et de l’effluent à traiter est réalisée en injectant la solution de CA frais à 20 g/L en continu dans la cuve de contact. Le débit d’injection dépend du taux de traitement souhaité et du débit d’eau traitée. Le temps de contact du CAP dans la cuve est de 11 à 14 minutes.
• La filtration membranaire sépare le charbon de l’eau via une membrane d’ultrafiltration immergée à basse pression.
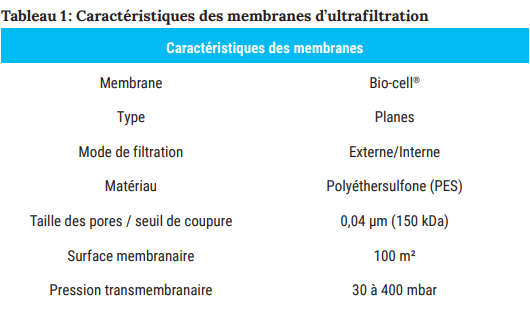
La cuve membranaire est en recirculation continue avec la cuve de contact. La concentration en CA est de 1,2 à 2 g/L dans la cuve, pour un temps de contact de 90 à 110 minutes. Des billes sont présentes dans le réacteur membranaire et mises en suspension par le système d’aération intégré au module. Ces billes, de 4mm de diamètre et de même densité que l’eau, sont com- posées de polyéthylène et de polyétheruréthane (60% et 40% respectivement). En mouvement, elles percutent la surface de la membrane et retirent les dépôts. Cette action mécanique permet d’améliorer les flux, de réduire le colmatage et les fréquences de nettoyage (lavages chlorés). Ce type de nettoyage est appelé «Mechanical Cleaning Process» (MCP). Le charbon actif, disposé dans un réac- teur, permet l’adsorption des micropolluants et de la matière organique. Des purges de CA sont réalisées pour main- tenir une concentration stable dans le réacteur. Il en résulte une production d’eaux sales contenant du CA qui doivent être traitées, c’est-à‐dire épaissies puis déshydratées avant leur dévolution. Les membranes d’ultrafiltration retiennent des matières en suspension et désinfectent l’eau traitée (rétention des virus et bactéries). Les caractéristiques des membranes utilisées sont décrites dans le tableau 1, ci-dessous. La filtration ne s’effectue pas en continu, mais fonctionne par cycle de 10 à 15 minutes environ. Un cycle de filtration est composé d’une phase de filtration qui est suivie d’un temps de relaxation (temps de repos), puis d’un rétrolavage (nettoyage physique) et enfin d’un deuxième temps de relaxation. Un dégazage est effectué à une fréquence de dégazage imposée par l’utilisateur. Lorsque les nettoyages physiques ne suffisent plus, la membrane se colmate et la pression transmembranaire augmente.
Pour récupérer les performances hydrauliques, il est nécessaire d’effectuer un nettoyage chimique de maintenance (NEM) de manière préventive. Si le NEM n’a pas permis la récupération des performances de la membrane, un nettoyage en place (NEP) est réalisé. Ces deux nettoyages chimiques sont opérés avec NEM javel + acide citrique et NEP javel+Hydrex 4921. Le réacteur CA est composé de la cuve de contact (565 L) et de la cuve conte- nant les membranes d’une capacité de 4,5 m3 . L’agitation de la cuve de contact est assurée par un agitateur réglé et celle de la cuve avec les membranes est assurée par bullage d’air. De plus, les deux cuves fonctionnent en recirculation constante à un débit de 8,5 m3 /h. Pour assurer cette recirculation, une pompe injecte le mélange eau brute/ charbon en partie basse du réacteur membranaire, le mélange est ensuite renvoyé du réacteur vers la cuve de contact par trop-plein.
Evaluation du procédé et optimisation
Des essais ont été réalisés pendant 3 ans (2019 - 2022) afin d’optimiser le procédé Opaline® C+ et valider les performances hydrauliques, mais également les performances d’élimination des micropolluants.
Ces essais ont été déclinés en plusieurs phases :
• Phase 0 - Fonctionnement classique de l’Opaline C®+ : validation des performances du pilote en fonctionnement classique
• Phase 1 - Suppression de la cuve de contact : optimisation hydraulique
• Phase 2 - Ajout d’une étape d’ozonation: optimisation du dosage en ozone en amont du réacteur membranaire, fonctionnement sans cuve de contact
• Phase 3 - Remplacement du CAP par du CAμG: optimisation du charbon actif en micrograins (CAμG), suppression des billes plastiques, sans Ozone
• Phase 4 - Optimisation de la technologie Opaline® C+: fonctionnement sans cuve de contact, sans billes plastiques, avec CAμG et Ozone.
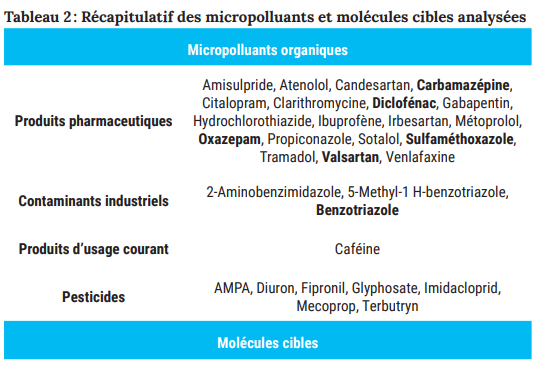
Les campagnes d’analyses ont été réalisées en période de régime stabilisé. A l’issue du régime transitoire d’une moyenne de 15 jours (correspondant à 3 fois l’âge de CA), le régime stabilisé est obtenu lorsqu’il y a conjointement des performances stables de fonctionnement du pilote Opaline® C+ et une stabilité du traitement secondaire (boue activée de la STEU) afin de garantir des résultats hydrauliques et analytiques pertinents. Pour chaque phase, une liste de micro- polluants et de molécules cibles a été analysée, celle-ci est présentée au tableau 2. Cette dernière a été établie avec le réseau Rempar, une étude réalisée par le SIBA (Syndicat Intercommunal du Bassin d’Arcachon) en 2017 sur le diagnostic des micropolluants dans le réseau d’assainissement. Les résultats présentés ci-dessous font références à l’abattement de 6 micropolluants indicateurs inspirés de la réglementation suisse.
Au cours des essais, différents paramètres d’exploitation ont été maintenant:
• Un flux de 30 à 35 L/h/m2 • Un débit d’eau traitée de 3 à 4 m3 /h
• Une aération du réacteur membranaire de 50 Nm3 /h
• Des nettoyages chimiques et en place réguliers : contre-lavage automatique à la javel tous les 100 cycles de filtration, lavage chloré par trempage tous les 400 cycles et NEP 3 à 4 fois par an.
Des critères de réussite pour chaque phase d’essai ont été définis comme tels:
• Une stabilité de la perméabilité corrigée à 20°C, maintenue au-dessus de 100 L/h.m2 .bar
• Une fiabilité du pilote avec un temps de fonctionnement supérieur à 90% du temps
• Une efficacité d’abattement des micropolluants supérieure à 60% pour les 6 molécules cibles
Résultats phase 0 : fonctionnement classique de l’Opaline® C+
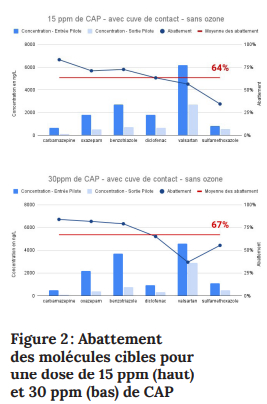
L’objectif de cette phase était de confirmer le dosage optimum en CAP. Pour ce fait, deux doses ont été testées : 15 et 30 ppm de CAP. La perméabilité est maintenue stable au cours des essais et supérieure au seuil de 100 L/h.m2 .bar. De plus, l’Opaline® C+ a démontré une bonne adaptabilité aux variations de charge et un très bon abattement des MES et de la DCO. L’étude montre que l’impact de l’aug- mentation du dosage en CAP sur l’abattement des polluants n’est pas significatif. En effet, pour les deux doses testées, l’élimination moyenne est de l’ordre de 60% (figure 2). Le gain de per- formance n’étant pas formel en comparaison avec les surcoûts d’exploitation que représente le doublement de la dose de CAP, une concentration de 15 ppm de CAP a donc été retenue pour la suite des essais.
Phase 1 : suppression de la cuve de contact
Cette phase avait pour objectif l’optimisation du design du procédé par suppression de la cuve de contact CAP, injection directe dans le réacteur membranaire. La cuve membranaire étant suffisamment grande pour servir de cuve d’adsorption, cette modification permet notamment la réduction de l’emprise au sol de la technologie Opaline® C+ . L’évaluation de l’impact de la suppression de la cuve de contact sur les performances d’élimination des micropolluants a été réalisée par comparaison entre le fonctionnement avec et sans cuve de contact pour une dose de 15 ppm de CAP, dans la cuve de contact et dans la cuve d’adsorption. La perméabilité au cours de cette phase des essais est restée stable et supérieure au seuil de 100 L/h.m2 .bar.
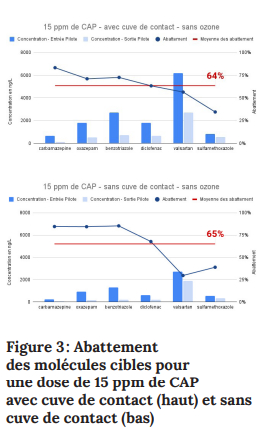
Les performances de traitement des para- mètres globaux (MES, DCO,...) se sont maintenues conformes, avec et sans cuve de contact. Les résultats obtenus, présentés figure 3, permettent de conclure que la suppression de la cuve de contact n’a pas d’influence sur les performances d’abattement des micropolluants cibles de l’Opaline® C+ . L’abattement des molécules est quasi- ment identique entre les deux phases de fonctionnement. Les essais suivants ont donc été réalisés sans cuve de contact et avec du CAP à 15 ppm.
Phase 2 : ajout de l’étape d’ozonation
Au cours de cette phase, l’intérêt était de confirmer que l’apport d’ozone impacte positivement les performances d’élimination des micropolluants. L’ozone est un puissant oxydant qui transforme et dégrade de nombreuses substances organiques telles que les micropolluants.
La dégradation des molécules organiques par l’ozone est très sélective de certains groupes fonctionnels (en particulier amines, phénols, composés aromatiques et double liai- sons). Par ailleurs, la décomposition de l’ozone dans l’eau et sa réaction avec la matière organique entraînent la formation du radical hydroxyle ( ̇OH). Ce der- nier est un puissant oxydant qui réagit de manière non sélective avec la plupart des molécules organiques. D’autre part, l’ozone agit directement sur la structure du charbon actif en augmentant sa capacité d’adsorption et donc son efficacité. L’absence de formation de sous- produit d’ozonation a été vérifiée par des mesures de bromures et de bromates, en amont et aval du pilote Opaline® C+ .
Malgré la forte présence de bromure en entrée, les concentrations en bromates dans le per- méat étaient en dessous de la limite de quantification de 10 μg/L (limite de qualité en eau potable). Le couplage Opaline® C+ /Ozone permet en conséquence de réduire l’utilisation de charbon actif, d’éviter la formation de sous-produits rémanents et de limiter le développement de biofilm par ses propriétés bactéricides tout en conservant les mêmes performances.
Les essais ont donc porter sur la comparaison de trois conditions :
• Condition de référence: 15 ppm CAP sans cuve de contact - sans Ozone
• Condition comparative n°1: 15 ppm CAP sans cuve de contact - 1 ppm Ozone
• Condition comparative n°2: 15 ppm CAP sans cuve de contact - 3 ppm Ozone
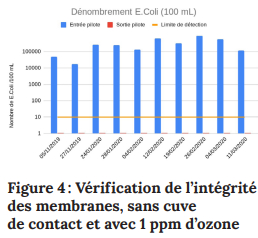
La perméabilité a été maintenue au-dessus du seuil de 100 L/h.m2 .bar. L’intégrité de la membrane a également été surveillée car les membranes en PES sont sensibles à l’ozone, il y avait un risque de baisse de performance des membranes en termes de qualité d’eau produite. Les mesures d’E.Coli ont confirmé l’intégrité des membranes face à l’ozone grâce à la présence de char- bon actif (figure 4).
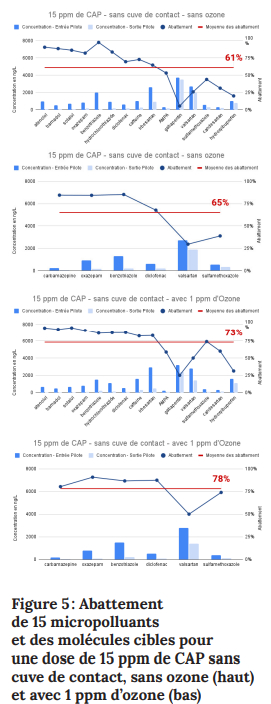
Les résultats obtenus, présentés en figure 5, montrent que l’ozone à 1 ppm permet un gain de performance de l’ordre de 10 à 20% sur les molécules analysées. De plus, les abattements sur des molécules jusque-là résistantes, comme le valsartan, ont été améliorés. Ces essais illustrent bien l’efficacité élevée de l’oxydation chimique à l’ozone sur les micropolluants. Cependant, l’augmentation de la dose d’ozone à 3 ppm n’a pas permis de conclure sur une meilleure efficacité d’abattement. Contrairement à ce qui pouvait être attendu, de meilleurs résultats ont été observés avec une dose de 1 ppm d’ozone appliqué, dose qui a donc été retenue pour la suite des essais.
Phase 3 : remplacement du CAP par du CAμG

Le remplacement du charbon actif en poudre par du micrograins, de diamètre 400 à 1000 μm, a pour objectifs :
• la suppression des billes en propylène présentes dans le réacteur membranaire. Le CAμG est suffisamment dense et gros pour ne pas s’accumuler sous forme de gâteau de filtration et les conditions d’aération sont suffisantes pour sa mise en suspension homogène
• la réduction de l’empreinte environnementale du procédé par régénération du CAμG • la simplification des conditions d’exploitation. En effet, la manutention de CAP nécessite la délimitation d’une zone ATEX avec toutes les contraintes d’exploitation associées.
Au cours de cette phase d’essai, le fonctionnement de l’Opaline C®+ avec du charbon actif en poudre, sans cuve de contact, a donc été comparé avec un fonctionnement utilisant du charbon actif en micrograins. Les essais effectués jusqu’à lors ont été réalisés avec la même membrane, âgée de deux ans au début des essais. Au cours de cette phase, un dysfonctionnement mécanique du pilote entraînant une mauvaise répartition de l’aération et une perte d’intégrité notable ont été relevés. Par conséquent, le module membranaire a été changé. Par la suite, la perméabilité des membranes s’est stabilisée au seuil de 100 L/h.m2 .bar, aucune chute de perméabilité n’a été observée et leur intégrité a été vérifiée. Ces résultats valident le fait que le CAμG n’abîme pas les membranes par abrasion et ne forme pas de gâteau de filtration pouvant colmater leur surface. Les essais ont fourni des résultats équivalents concernant les performances d’élimination des micropolluants pour le charbon actif en poudre et en micrograins (figure 6). Par conséquent, au vu des avantages du charbon actif en micrograins, le fonctionnement de l’Opaline C®+ s’est poursuivi avec ce type de charbon.
Phase 4 : optimisation de la technologie Opaline® C+

Cette phase avait pour objectif de tes- ter et valider les performances de fonc- tionnement de l’Opaline® C+ optimisé (charbon actif en micrograins, ozone à 1 ppm, sans cuve de contact et billes en polypropylène). Les essais se sont donc étendus sur une période de 18 mois afin de s’assurer du bon fonctionnement hydraulique de la membrane et de son intégrité. Au cours de cette période (300 jours), la perméabilité a chuté à plusieurs reprises en dessous du seuil de 100 L/h.m2 .bar (figure 7). Dans le but de décolmater la membrane, des nettoyages en place ont été réalisés à quatre reprises.
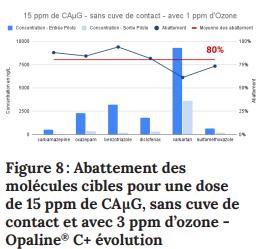
Malgré ces baisses, l’intégrité de la membrane a bien été vérifiée via des prélèvements bactériologiques en E. Coli. Les résultats obtenus sur les campagnes de micropolluants (figure 8) concordent avec les résultats obtenus sur la phase 2 des essais, dans la configuration CAP, sans cuve de contact et avec 3 ppm d’ozone. Les performances moyennes d’élimination sur les six molécules cibles dépassent les 75%.
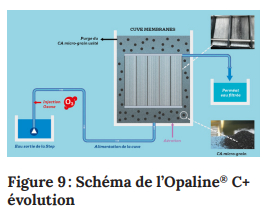
En 2021, grâce aux essais effectués, le brevet de l’Opaline® C+ évolution a été déposé. Le schéma de fonctionnement est décrit ci-dessous (figure 9).
Conclusion
Les essais d’optimisation du procédé Opaline® C+ ont été réalisés en traite- ment tertiaire sur les eaux usées traitées de la station d’épuration de Biganos. Les 3 premières phases de test effectuées sur l’Opaline® C+ ont permis de valider la suppression de la cuve de contact CAP, la mise en place de l’ozone et le remplacement du charbon actif en poudre par du charbon actif en micrograins. La dernière phase a consisté à combiner toutes ces améliorations. Les performances de l’Opaline® C+ étant validées, un brevet a été déposé en 2021 sous le nom d’Opaline® C+ évolution.
Ce procédé présente différents avantages en comparaison avec l’Opaline® C+ d’origine:
• la combinaison de l’ozone au charbon actif en micrograins permet d’améliorer les performances d’élimination en micropolluants sans formation de sous-produits, dérivés ou métabolites organiques rémanents dans l’eau traitée
• l’utilisation de charbon actif micrograin en tant qu’agent décolmatant permet de réduire l’utilisation de produits chimiques et d’éliminer les billes en polypropylène en les supprimant du process
• la réduction de l’empreinte environnementale par régénération du charbon actif en micrograins, contrairement au charbon actif en poudre
• la réduction de l’emprise au sol en comparaison avec l’Opaline® C+ d’origine, par surpression de la cuve CAP
• la facilitation d’exploitation en réduisant significativement les besoins en chargement, déchargement et transport de charbon actif nécessitant une manutention en zone ATEX. Ce dernier permet d’obtenir des taux d’abattement de la grande majorité des micropolluants supérieurs à 80%, avec un coût d’exploitation réduit. La combinaison Ozone et Réacteur Charbon actif micrograin et filtration membranaire conçue selon notre dis- positif opératoire présente l’avantage de traiter la majorité des micropolluants présents dans l’eau sans pour autant conduire à la formation de sous- produits et de produire un perméat d’ex- cellente qualité. Le SIBA poursuit ainsi sa volonté d’amélioration constante de la qualité de ses rejets de stations d’épuration par l’innovation afin de préserver les milieux aquatiques sen- sibles. Ceci permet au Siba de dévelop- per des stratégies de REUT comme par exemple l’hydrocurage des réseaux, le nettoyage urbain ou l’arrosage d’espaces verts selon la classe A de la réglementa- tion européenne. Ce projet s’inscrit donc pleinement dans la démarche de Veolia de ressourcer le monde et d’offrir des perspectives de valorisations aux col- lectivités et aux industriels.