Propriétés mécaniques, physiques et chimiques de l’éco ciment à base des boues d’épuration des eaux usées et lixiviats des décharges publiques non contrôlées
Rédigé par : Abdelghani LAAMYEM de Université Chouaib Doukkali, Ibrahym DACHRAOUI de Université Chouaib Doukkali Faculté des sciences et Imane RHOUCH de Faculty of Science Environmental Physics Team E...
L’étude actuelle vise à évaluer l’effet des boues d’épurations comme matériaux de base du ciment Portland sur ses propriétés, en effectuant des essais de résistance mécanique, des expériences de densité réelle et de temps de prise, des expériences de fluorescence aux rayons X, de perte d’ignition et de refus de tamisage des grains. Dans ce but, différentes fractions de boues d’épuration (en poids sec) ont été fabriquées {5 %, 10 %, 20 %, 25 %,}, en remplaçant consécutivement les matières premières conventionnelles du ciment Portland, à savoir le clinker et le calcaire. Les résultats montrent que l’incorporation jusqu’à 15 % de boues d’épurations contribue à une amélioration significative de la résistance à la compression au jeune âge et à l’âge avancé. Les autres caractéristiques physiques et chimiques étaient presque toutes similaires dans toutes les formulations de ciment. L’objectif ultime de cet article est de produire des matériaux de construction durables et performants tout en gérant un déchet indésirable.
Le recours à des matériaux non conventionnels dans la construction et les matériaux de construction est la nouvelle tendance, surtout quand il s’agit de recycler des matériaux nocifs et non désirables. En particulier, au Maroc, l’innovation dans la production du ciment Portland a connu une amélioration intéressante, et depuis, la fabrication d’un produit de ciment écologique est fortement recommandée. Actuellement, les cimenteries nationales ont officiellement réglementé l’utilisation des cendres volantes comme matière première du ciment. D’autre part, les boues d’épurations sont l’un des déchets les plus persistants en termes de quantité énorme et de propriétés particulières et complexes ; cependant, leur recyclage dépend principalement du processus original des eaux usées, qui influence la forme et la composition chimique des boues obtenues [1]. Dans ce but, plusieurs chercheurs ont analysé le comportement des ciments incorporés à partir de boues d’épurations [2], la documentation bibliographique montre que la majorité a étudié l’effet des boues d’épurations dans les mortiers de ciment, par exemple Olive et al. [3], ont trouvé que le remplacement du ciment mélangé par des boues d’épurations augmentait la résistance à la compression aux âges précoces et tardifs. Cependant, Kappel et al. [4], ont trouvé une faiblesse significative sur les paramètres physiques des mortiers contenant des boues d’épuration. L’utilisation des boues d’épuration comme matière première dans les matériaux à base de ciment n’est pas habituellement étudiée, cependant, des recherches récentes publiées ont suggéré ce type de valorisation des boues d’épuration [5,6]. Finalement, il a été remarqué que les résultats dépendent principalement des caractéristiques des boues d’épuration, et de la qualité des autres matières premières traditionnelles, en particulier le clinker [7]. Le présent travail vise à étudier les boues d’épuration en tant que matière première pour la fabrication du ciment par la substitution consécutive des matières premières traditionnelles (clinker, calcaire), pour cela, différentes formulations de mélange ont été étudiées. Les essais ont été réalisés dans un laboratoire certifié qui effectue la plupart des caractérisations de ciment industriel selon la réglementation marocaine.
Matériaux
L’origine des boues d’épurations
Les boues d’épurations utilisées dans le présent travail sont issues du traitement des eaux usées que ce soit urbaines, industrielle et lixiviats des décharges publiques sauvages par adsorption en utilisant des cendres volantes, des cendres résiduelles et du sable de mer comme adsorbants {35 %, 35 %, 30 % en poids sec respectivement}. Le système de filtration a été optimisé précédemment [8]. Les boues obtenues ont été séchées et broyées sous la lumière du soleil puis dans un four. Ce processus de combustion permet d’éliminer l’humidité, de réduire les odeurs indésirables et de décomposer les substances organiques et volatiles contenues. [9]
Matériaux des ciments conventionnels
Le clinker, le calcaire et le gypse sont les matériaux traditionnels de la production de ciment.
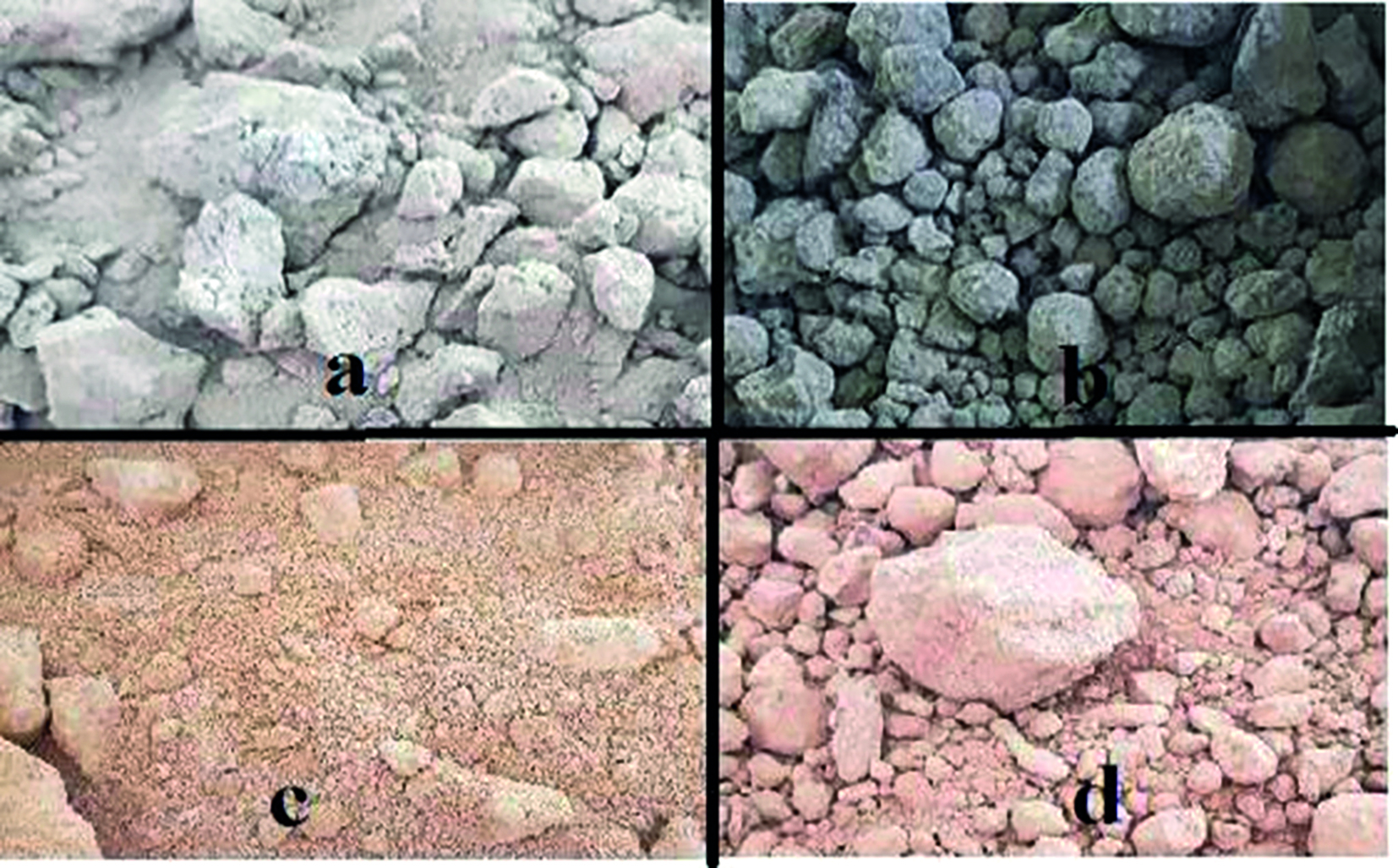
Figure 1 : Aspect visuel de la matière première : (a) boues d’épuration, (b) clinker, (c) calcaire, (d) gypse.
Le clinker est le principal matériau qui contient les propriétés hydrauliques du ciment. Il est produit par le frittage de 80 % de calcaire et de 20 % d’alumine-silicate à une température de 1 450 °C, qui proviennent respectivement de roches sédimentaires carbonatées et d’argile. Cette réaction est principalement générée par la forte présence de carbonate de calcium (CaCO3) avec un taux supérieur à 80 % et est considérée comme une substance réactive commune [10], visiblement, le clinker se présente sous la forme d’un module irrégulier gris foncé. Le clinker est toujours considéré comme un produit semi-fini du ciment. La réglementation marocaine exige un minimum de 65 % de clinker selon la norme nationale [11]. Le calcaire est ajouté au clinker produit, son rôle est d’augmenter la réactivité du ciment, de précipiter la solubilité du sulfate et de contribuer également à la réduction de la quantité de clinker par substitution [12].
La norme exige plusieurs propriétés en ce qui concerne le calcaire destiné à la production de ciment [13] :
Quantité de calcaire ≤25 %.
Teneur en argile ≤ 2 %,
Teneur en matière organique ≤ 0,5.
CaCO3≥ 70 %.
Quant au gypse, il est fortement recommandé dans le ciment pour contrôler le temps de prise. Cette propriété typique est liée au sulfate de calcium, qui pendant le processus d’hydratation, pourrait retarder le temps de solidification du ciment au moment souhaité [14]. La figure 1 illustre l’aspect visuel de toutes les matières premières utilisées dans cette étude.
Méthodes
Caractérisation des matériaux bruts
Après le processus de combustion décrit dans la section ci-dessus, les boues d’épuration ont été broyées à l’aide d’un mortier de posoline afin de préparer des échantillons pour la caractérisation en laboratoire. Pour suivre le test requis par la norme, les boues d’épuration ont été soumises à un test de taux de chlorure, en utilisant une machine de type mettler toledo où la mesure du chlorure était déjà programmée, et les valeurs étaient automatiquement affichées. L’étape suivante consistait à mesurer les sulfates. Le montage expérimental a été réalisé selon la norme 10.1.004 qui est consacrée aux essais de laboratoire en chimie [11].
Les fractions d’oxydes de tous les échantillons ont finalement été révélées. La préparation des échantillons a été consacrée à la fusion de 0,5 g du matériau avec 5 g de flux de borates de lithium préfondus, avec huit gouttes d’iodure de lithium. Chaque lot contenant des échantillons est resté dans un four à 965 °C pendant 10 min, puis retiré. Les échantillons ont finalement été façonnés en forme de perle, et ont été soumis à la spectrométrie XRF (Panalytical série 0Y1241).
La caractérisation chimique de tous les échantillons a été effectuée avant le traitement pour la fabrication du ciment. La perte au feu a également été déterminée pour toutes les matières premières : boues d’épuration, clinker, calcaire et gypse. Pour trouver le pourcentage de perte au feu LOI, on met une masse mi de 1 g de l’échantillon dans un creuset et ensuite dans un four à 975 °C pendant 5 min, le creuset est retiré du four et la masse de l’échantillon redevient mf : La perte au feu est calculée par l’équation suivante :
LOI = 100*(mi-mf)/mf
Le processus de fabrication du ciment
La réglementation marocaine exige un minimum de 65 % de clinker, 5 % maximum de gypse et 25 % maximum de calcaire. Par conséquent, le dosage suggéré des échantillons suivra ce que la norme prescrit. Pour produire une quantité suffisante de ciment à partir de chaque rapport de mélange qui sera utilisé dans les expériences, 3 kg de chaque dosage de ciment ont été fabriqués. Le tableau 1 résume les rapports de mélange suggérés. Avant de commencer la fabrication du ciment, le clinker et le calcaire ont été placés dans un four pendant 24h et le gypse pendant 2h.
Pour chaque échantillon de ciment, les matières premières ont été placées dans un concasseur à disques oscillants de type broyeur appelé Los Anglos, où 18 tours de carbure de tungstène ont été placés ; le nombre de tours a été fixé à 7 000 tours, afin d’obtenir la taille de grains appropriée. Chaque essai a été répété 3 fois selon les normes marocaines.
Caractéristiques des éprouvettes de ciment
Pour évaluer la performance du ciment incorporé par les boues d’épuration, plusieurs expériences ont été minutieusement réalisées à savoir :
Test de refus de la taille des particules
Ce test illustre le taux de grains tombant dans la taille inférieure à 80 µm, en utilisant un tamis à flux d’air de type SOMATIQUE C7-621 avec une pression de 900 MPa. Le but de ce test est d’évaluer la qualité de la distribution granulométrique.
Perte au feu
Ce test de chimie analytique est prévu pour quantifier les éléments volatils présents dans le matériau tels que l’absence d’eau, l’absence de CO2, par un fort chauffage, le montage expérimental est le même que le protocole des matières premières.
Fraction oxyde
Il s’agit d’une étape primordiale pour définir précisément le pourcentage d’oxyde dans le ciment, le montage expérimental est basé sur la méthode Pearls, qui sera soumis à la fluorescence des rayons X afin de quantifier le pourcentage d’éléments d’oxyde (le même protocole que celui décrit dans la section « Fraction d’oxyde »).
Densité réelle du ciment
La densité réelle identifie la solidité du béton. Les essais ont été réalisés dans des conditions spécifiques, à une température de 20 °C et 65 % d’humidité. Une masse m de 64 g de chaque échantillon a été ajoutée avec 0,1 g d’un produit commercial appelé white spirit qui est un solvant organique commun, utilisé pour empêcher le durcissement du ciment pendant le test de densité. Les échantillons ont été mis ensemble dans un pycnomètre qui a été préalablement stabilisé pendant 30 min, puis un volume initial Vi a été noté, le pycnomètre a ensuite été immédiatement placé dans un bac à eau incliné de 45° afin d’évacuer les bulles d’air. Après 30 min, le pycnomètre a été retiré et un volume final Vf est enregistré. La densité est simplement déduite selon l’équation 2 suivante :
Densité (g/cm³) = m/Vf-Vi
Temps de prise
Il est considéré comme un argument pour contrôler le processus d’hydratation du ciment. Le début du temps de prise correspond au moment où le ciment mélangé commence à perdre sa consistance plastique pour devenir solide. Le temps de prise final, signifie la fin du durcissement du ciment. Les deux temps de prise des échantillons de ciment ont été déterminés à l’aide du NM 10.1.005.
Résistance mécanique
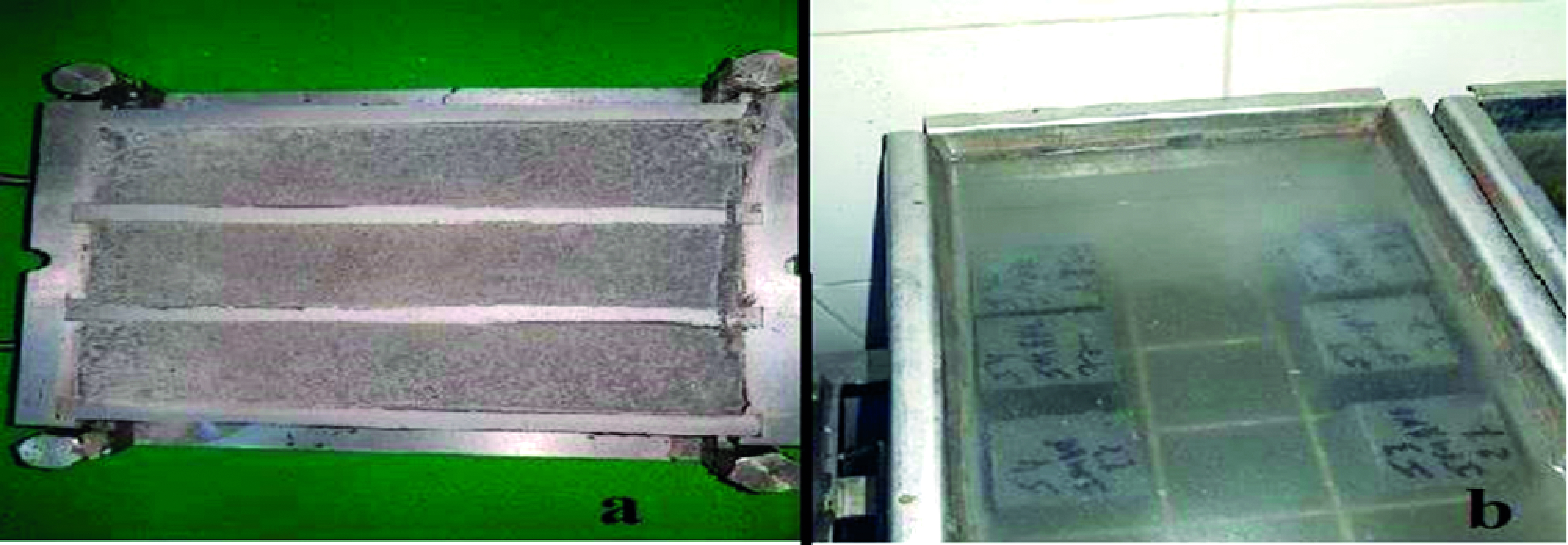
Figure 2 : Caractérisation du ciment Portland.
Considérées comme les données les plus importantes dans cette étude, les résistances à la compression et à la flexion sont réalisées selon la norme NM 10.1.005 Ref : Mo-Ci-07 Version 7[13] , la résistance à la compression est la plus intéressante, car selon ses valeurs, le ciment est classé. L’essai expérimental pour la résistance mécanique a été établi en suivant les étapes recommandées dans la norme, dans laquelle, les mortiers de ciment exigent l’utilisation de 450 g de poudre de ciment, 1 350 g de sable et 450 g d’eau, qui, après avoir été bien mélangés ensemble, ont été mis dans un moule rectangulaire de taille 4*4*16 cm³ en utilisant la table de choc (figure 2a). Après 24h, les échantillons ont été démoulés et rapidement immergés dans l’eau dans une pièce humide à 20 °C (figure 2b). Les échantillons restent dans l’eau jusqu’à la date du test de résistance, âge précoce à 2 jours, âge moyen à 7 jours et âge tardif à 28 jours.
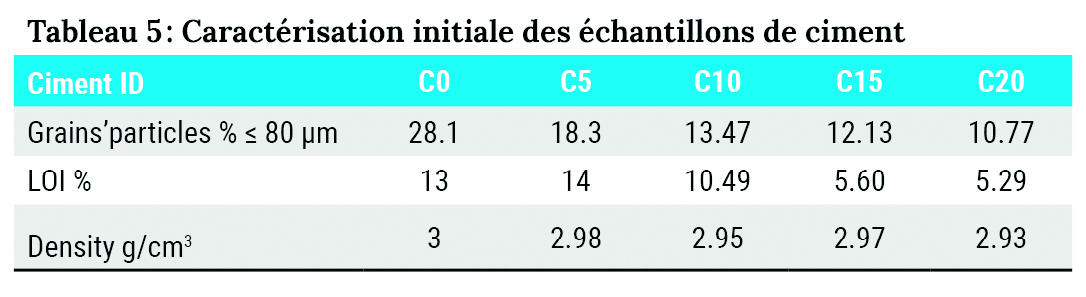
Caractérisation initiale : résultats, perte au feu et densité réelle
Le test de refus révèle des informations sur la distribution de la taille des grains et identifie la corrélation entre les particules des échantillons. Le tableau 2 résume le ratio des grains tombant dans la gamme inférieure à 80 µm. Comme on peut le remarquer, la taille des particules est proportionnelle à la quantité de boue. La perte au feu diminue en augmentant le taux de boue. La substitution de la quantité de calcaire par de la boue est le principal stimulus de cette remarquable diminution, due au fait que le calcaire présente une perte au feu plus élevée que la boue. En ce qui concerne la densité réelle, on note une diminution insignifiante par rapport à la référence. Ce paramètre indique minutieusement le comportement du ciment dans l’eau qui pourrait être appelé gravité spécifique.
Résultats et discussions
Caractérisation des matières premières
Boues d’épuration
Les résultats de toutes les caractérisations chimiques réalisées sur les boues d’épuration sont présentés dans le tableau 2. Globalement, la principale source de défaillance des structures en béton est l’attaque par les chlorures, qui conduit à la corrosion. On constate que la concentration en chlorure dans les boues d’épuration est bien inférieure à la norme requise (≤ 0,1 %) [15], ont prouvé que jusqu’à 0,5 % de chlorure ; l’attaque du béton est atténuée et pourrait être évitée. Cependant, en ce qui concerne l’attaque par les sulfates, les chercheurs précédents ont montré que la présence d’une grande quantité d’ions sulfate et chlorure accélère l’attaque par les sulfates [16]. La boue actuelle est considérée comme sûre en termes de concentration de sulfate (0,38 %) par rapport à la limite (4 %).
Le pourcentage moyen de perte au feu est faible par rapport au document de la littérature, (9,8 %), en raison du processus de combustion qui assure la dégradation des matériaux organiques et inorganiques. Il est démontré que les boues sont principalement composées de silice, d’alumine, d’oxyde de fer et d’oxyde de calcium. Par conséquent, la boue actuelle serait classée comme un matériau pouzzolanique qui possède des propriétés de liant puisque la somme de SiO2 + Al2O3 + Fe2O3 ≥ 70 % [17].
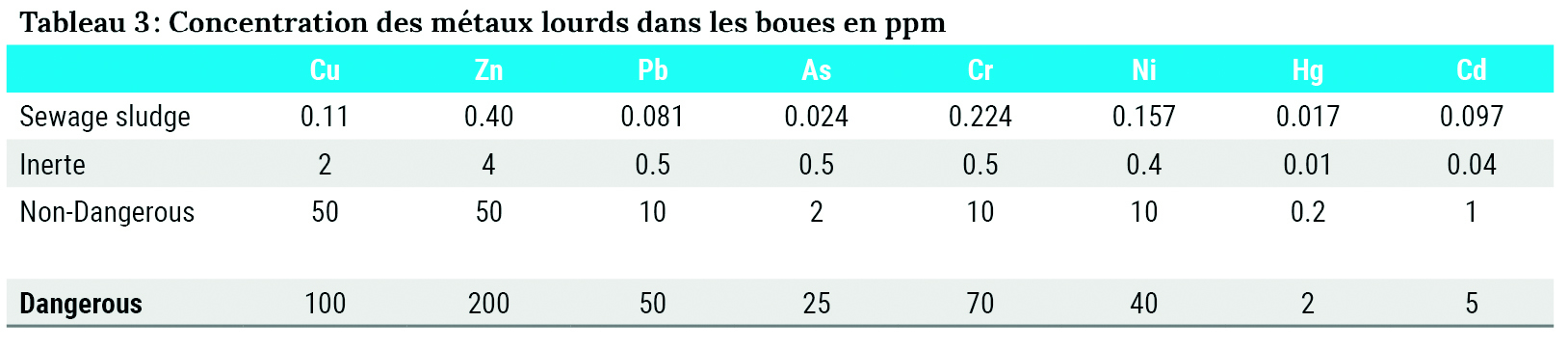
La concentration des métaux lourds est l’indice clé pour évaluer la sécurité environnementale des matériaux. Le zinc (Zn), le chrome (Cr) et le cadmium (Cd) sont les plus persistants dans la composition des boues, bien que leurs fractions soient bien en dessous de la classification des matériaux non dangereuses selon la norme néerlandaise [18].
Clinker, calcaire, gypse
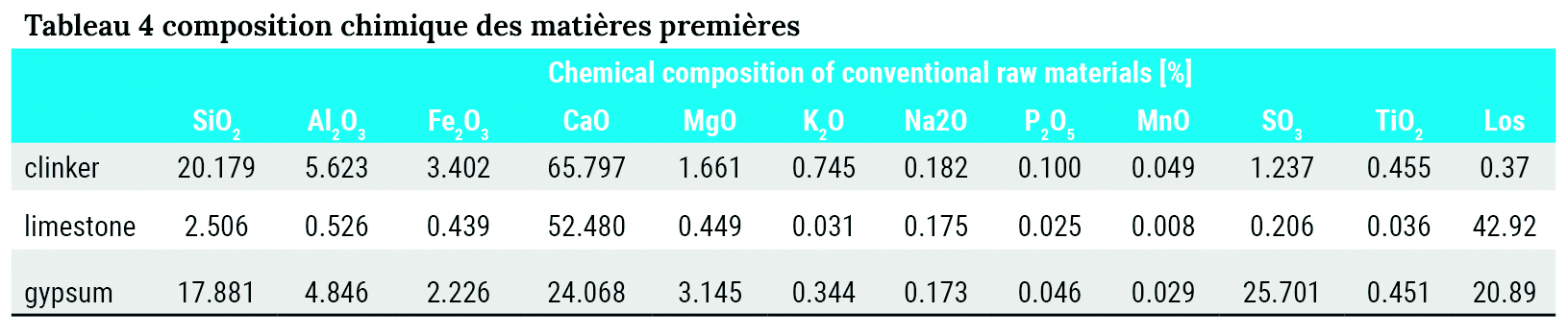
Les résultats de la fluorescence des rayons X du clinker, du calcaire et du gypse sont résumés dans le tableau 4. On remarque que le clinker est très riche en chaux libre Cao, qui est l’indice clé pour juger de la qualité du clinker. Le rapport Cao/Sio2 est de 3,26 ce qui est largement suffisant selon la réglementation qui exige un rapport supérieur à 2.[11]
Il est, également, nécessaire de contrôler la teneur en oxyde de magnésium qui doit être inférieure à 5 %. Gharibi et al. [19] ont évalué l’effet du magnésium sur le processus d’hydratation du ciment, les résultats montrent une conséquence négative sur le rapport Cao/Sio2. Lijuan Li [20] a rapporté que la fraction optimale de MgO est entre 1 % et 5 % dans le clinker et probablement à 2 %. Le pourcentage de MgO dans le clinker obtenu dans la présente étude est de 1,661 %, ce qui est considéré comme presque optimal selon l’auteur précédent.
La perte au feu du clinker est de 0.37 %, c’est une valeur très basse, et qui est apparemment liée à la température de chauffage de la fabrication du clinker. Le processus de chauffage en général, réduit et élimine presque toutes les substances volatiles.
Le calcaire contient une fraction significative de CaO et une petite quantité de silice, 52,48 % et 2,506 % respectivement. La perte au feu est importante (42,92 %), ce qui est probablement dû à l’absence de prétraitement du calcaire puisqu’il a été utilisé sous sa forme brute. Adu-Amankwah et al. [21] ont déclaré que lorsque le calcaire est utilisé sans traitement thermique, l’hydratation du ciment est améliorée et donc la formation de gaz de CO2 est plus faible. La quantité de MgO est faible, ainsi que la fraction de sulfate dans les échantillons de calcaire.
La solidification rapide du ciment pourrait être due à la quantité élevée d’aluminate tricalcique C3A ; ce problème est simplement réglé par l’ajout de gypse pendant la production du ciment. La quantité de sulfate SO3 contenue dans le gypse est responsable de la régulation du temps de prise. Ce mécanisme se produit lorsque le sulfate SO3 dans le gypse réagit avec l’aluminate tricalcique C3A pendant l’hydratation du ciment ; ce qui entraîne la création d’un film de protection, déposé sur les particules de ciment pour entraver l’hydratation du C3A et retarder en conséquence le temps de prise du ciment.
Dans la présente étude, la quantité de sulfate et de calcium dans le gypse est respectivement de 25,07 % et 24,68 %. Ce taux est optimal selon certains documents de la littérature [14], qui rapportent que dans cette marge, le gypse régulerait parfaitement le temps de prise du ciment. Ces résultats sont en accord avec ceux obtenus par Chikouche et al [7].
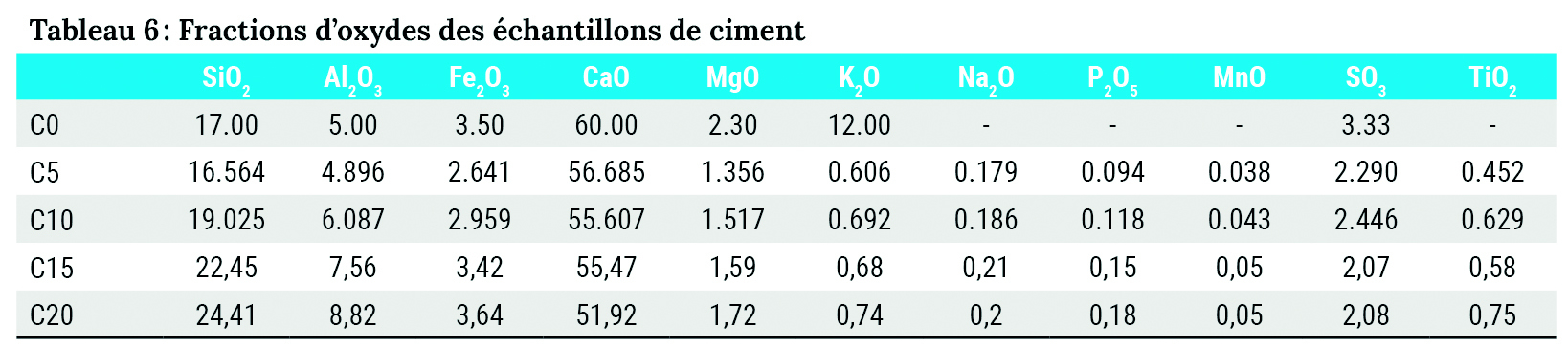
Résultats de la fraction oxydée
La composition chimique des échantillons de ciment est présentée dans le tableau 5. Tous les échantillons de ciment présentent des fractions d’oxydes approximativement similaires. Le taux le plus élevé de Cao est associé à l’échantillon C5 ; ceci est dû évidemment à la quantité élevée de clinker existant dans la formulation C5. On peut remarquer que la quantité de Cao est inversement proportionnelle au taux de boue. La teneur en sulfate est également un indice important pour évaluer la qualité du ciment, même si tous les échantillons présentent une faible fraction de sulfate, ce qui est très acceptable puisqu’elle est inférieure à 4 % comme l’exige la norme. Ces résultats sont à peu près similaires à ceux obtenus précédemment [7].
Temps de réglage
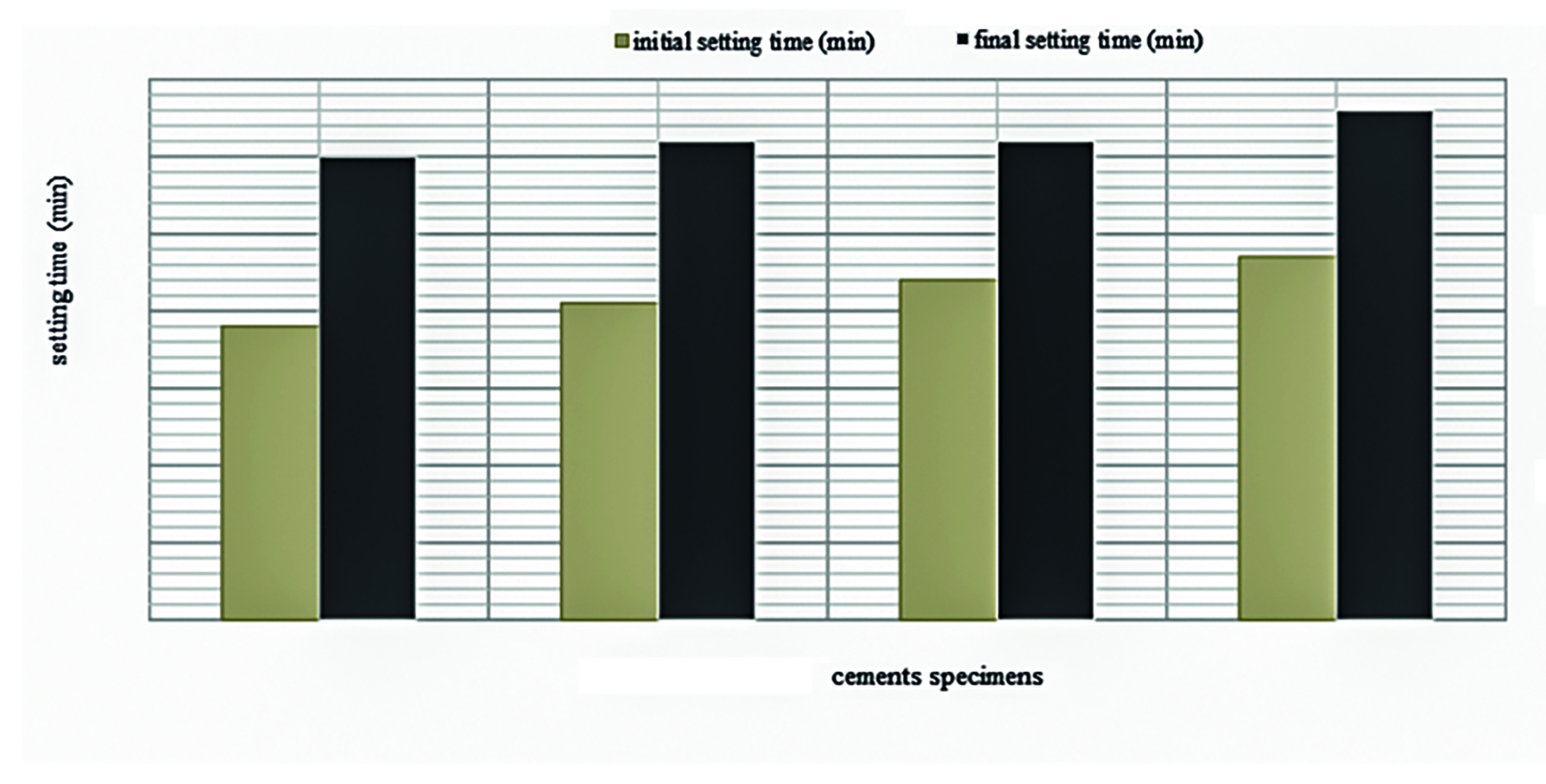
Figure 3. Les deux temps de prise des échantillons de ciment.
Les données indiquent que les deux temps de prise sont proportionnels à la quantité de boue. Le ratio de gypse qui joue le rôle de régulateur du temps de prise est le même dans tous les échantillons. Cette augmentation du temps de prise est favorable puisque la réglementation définit une limite minimale pour le début du temps de prise, qui est largement respectée (90 min≥). Naamane et al [22], ont trouvé que les boues d’épuration ont prolongé le temps de prise de près de 170min à 256min selon la quantité de boue et la température de calcination. et aussi en raison de la fraction pour le sulfate SO3. De plus, les réactions pouzzolaniques risquent d’être perturbées. Cyr et al. [23], supposent que les retards de prise pourraient éventuellement être induits par certains éléments traces dans les boues tels que Zn et Pb qui perturbent l’hydratation du ciment.
Résistance mécanique
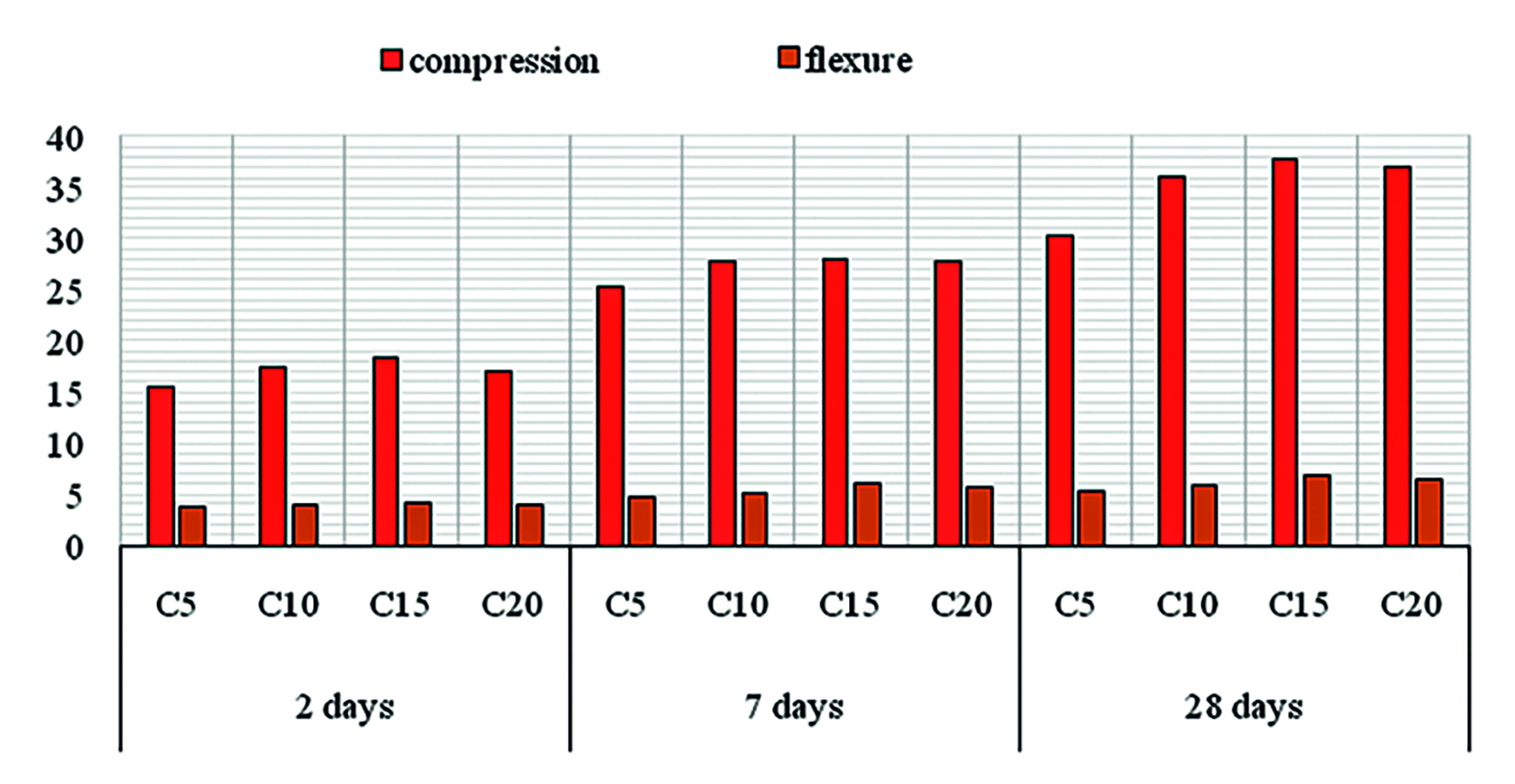
Figure 4. Résultats de la compression et de la flexion des mortiers de ciment.
Les résultats de la résistance à la compression sont présentés dans la figure 4 ; les mortiers fabriqués avec des boues d’épuration développent une résistance élevée à la compression. La réglementation exige pour chaque classification de ciment un intervalle délimité par 2 limites que la résistance à la compression ne doit pas dépasser, la raison pour cela est de définir la marge où la fabrication du ciment ne gaspille pas de matières premières et d’énergie pour produire une norme supérieure à celle requise. En d’autres termes, le ciment fabriqué selon une classe spécifique ne doit pas être trop élevé pour la limite minimale, sinon l’industrie du ciment produira un ciment de niveau trop élevé par rapport à ce qui est requis.
On peut remarquer que la résistance à la compression atteint 37,7 MPa dans les échantillons de 28 jours. Par conséquent, la référence choisie pour les échantillons fabriqués est la classe 45R (tableau 6).
La résistance à la compression est l’indice clé par lequel le ciment est classé. Les éprouvettes de ciment C10, C15 et C20 se situent bien dans la classe 45R. La résistance à la compression respecte les limites requises aux deux âges ; cependant, l’échantillon C5, est légèrement inférieur au minimum à l’âge de 28 jours ; par conséquent, le ciment C5 peut être classé dans la classe 35.
La résistance mécanique du C5 est apparemment proportionnelle au taux de clinker utilisé, qui a finalement été fixé à 65 % ; ce rapport s’avère approprié pour fabriquer un ciment de classe 35 avec le minimum possible de clinker.
Le taux de 70 % de clinker dans les autres échantillons de ciment est considéré comme optimal. La résistance à la compression la plus élevée est enregistrée dans le C15. Cette constatation correspond approximativement aux résultats de la fraction d’oxyde chimique et du test de refus ; le C15 présente la plus faible quantité de SO3 et un taux très élevé de CaO. La perte d’allumage est également la plus faible en C15.
Les limites de flexion ne sont pas requises par la norme, mais leurs résultats reflètent des informations supplémentaires sur les mortiers de ciment. Remarquablement, C15 présente également la résistance à la flexion la plus élevée dans les trois âges.
Contrairement aux études bibliographiques similaires, où les mortiers de ciment perdent leur résistance lorsque le ratio de boue augmente, les résultats actuels ne sont pas affectés par les boues d’épuration. Ceci s’explique par la qualité de la boue utilisée dans l’étude actuelle, comme il a été mentionné dans les paragraphes ci-dessus, la boue utilisée contient déjà des propriétés pouzzoloniques [30].
Conclusion
Dans la présente étude, les boues d’épuration sont issues d’un traitement antérieur des eaux usées basé sur les cendres volantes et les cendres résiduelles comme adsorbants. Elles contiennent essentiellement une quantité importante de silice SiO2, d’alumine Al2O3 et de chaux libre CaO. Les cendres volantes et les mâchefers ont été largement utilisés sous leur forme brute dans la recherche sur le ciment [33].
Les ratios de boues utilisées comme matériau à base de ciment varient de 5 % à 20 %. Les performances des échantillons de ciment dépendent des résultats de la résistance à la compression, dans le respect des exigences réglementaires puisque la norme contient différentes classes de références en fonction de l’objectif principal de la production. En effet, la résistance à la compression des échantillons était très satisfaisante pour être dans la classification 45R selon le tableau de classification du ciment de la norme, et l’échantillon C15 contenant 15 % de boue est le plus performant en ce qui concerne la flexion et la résistance à la compression. La densité et le temps de prise de tous les échantillons sont conformes aux limites requises.
Au Maroc, le ciment composite à base de cendres volantes est couramment utilisé et industrialisé, puisque les cendres volantes contiennent des propriétés pouzzolaniques [34], bien que le ciment à base de boues d’épuration n’ait pas été testé dans un laboratoire local, contrairement aux mortiers composites qui ont été très probables dans l’industrie marocaine, tels que les ciments à base de bio-fibres [35].
Ce nouveau recours à des matériaux cimentaires composites alternatifs présente de nombreux avantages : il réduit la quantité de matières premières coûteuses utilisées dans le ciment conventionnel et contribue également à recycler un matériau non désirable qui, de plus, peut être utilisé pour améliorer les propriétés physico-chimiques.
Cet article est réservé aux abonnés, pour lire l'article en entier abonnez vous ou achetez le