A l’œuvre dans l’atmosphère comme dans nos casseroles, l’évaporation est un phénomène sur lequel s’appuie également l’industrie dans ses phases de fabrication et de traitement d’un sous-produit. C’est à ce dernier cas que nous nous intéresserons ici, afin de comprendre de quelles manières l’évaporation – et en particulier l’évaporation sous vide – apporte des réponses aux problématiques industrielles que sont notamment le traitement des effluents, la réduction du volume de déchets et la maîtrise énergétique.
La technique n’est pas nouvelle, et pourtant les disciples sont rares. Depuis 1899 et l’établissement de nouvelles normes en matière de technologie d’évaporation par Paul Kestner puis Wilhelm Wiegand, le petit monde de l’évaporation industrielle s’est constitué autour d’une poignée de professionnels : ils seraient 250 dans le monde (dont 80 en France), séduits par ce phénomène physique séculaire qui présente l’avantage de ne nécessiter aucun produit chimique pour séparer les polluants contenus dans un liquide.
Vivlo équipait en 2021 ce site de packaging sur carton qui génère d’importants volumes d’effluents, en moyenne 25 à 30 m3/j. L’évaporation sous vide basse température (40 °C) a permis en premier lieu la mise en conformité des rejets au milieu naturel mais aussi une diminution des coûts d’exploitation. Aucune récupération d’énergie fatale n’était possible sur le site, mais en abordant la problématique dans son ensemble, la valorisation du concentrat est devenue une réalité. La concentration permet de transformer tout le mélange de couleurs en noir. Ce noir étant moins noble que le produit standard du commerce, il permet toutefois d’être utilisé en produit de montage et de test.
Particulièrement adaptée aux zones géographiques chaudes, l’évaporation atmosphérique est la forme la plus commune de séparation de deux phases liquides, bien qu’énergie et vapeur soient rejetées sans revalorisation ni contrôle qualité.
Par conséquent, l’évaporation sous vide s’est progressivement taillée une place de choix en matière de traitement des effluents industriels.
L’évaporation sous vide, un principe de fonctionnement circulaire
Maîtrisée depuis la nuit des temps, l’évaporation consiste à générer un delta de température qui va créer des vapeurs capables d’une part de retirer les solvants du liquide (condensat) et d’autre part de retirer la fraction “inutile”, le déchet (concentrat). « La technologie d’évaporation est vraiment tolérante, peu soumise aux problèmes de variabilité des produits » souligne d’emblée Olivier Dehay, ingénieur process chez France évaporation. Sur le papier, l’évaporation a donc tout pour plaire. D’autant plus s’il s’agit d’évaporation sous vide.
France Evaporation a mis en service fin 2021 une unité d’évapo-concentration type clé en main dans une usine ECOLAB .
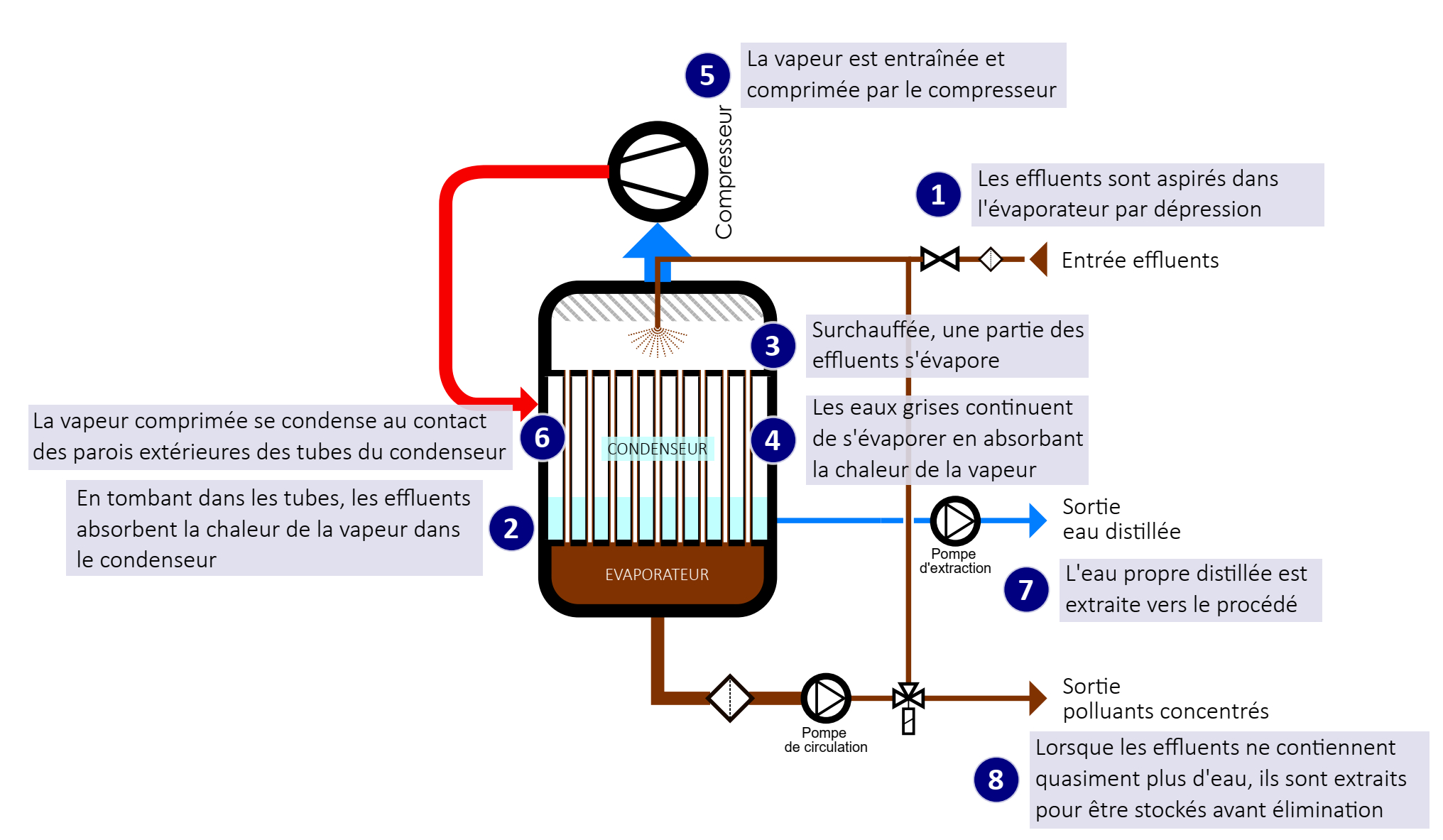
L’évaporation sous vide permet, à partir d’une solution chargée (environ 3 à 10 % de polluants nocifs pour l’environnement), d’extraire de l’eau propre d’une part, et de concentrer les polluants d’autre part en reproduisant sous vide et à basse température les phénomènes normalement observés en présence de pression atmosphérique “classique”. Par conséquent, l’évaporation sous vide s’effectue en jouant sur un vide plus ou moins poussé qui va diminuer la température d’évaporation (entre 30° et 85°) et donc le point d’ébullition. Selon la nature et l’encrassement du produit, selon la valorisation d’énergie que l’on souhaite faire ou encore le type de machine que l’on utilise, le vide généré va différer. « C’est un système circulaire qui permet non seulement d’apporter de la chaleur et de récupérer de l’énergie, mais aussi d’avoir en sortie une eau “pure” réinjectée dans le process industriel ou rejetée dans le milieu naturel, et une matière sèche concentrée que l’on va faire en sorte de re-valoriser » détaille Alan Chauvin, co-fondateur et responsable technique de Leviathan Dynamics.
Des applications et des techniques multiples
Qui dit évaporation sous vide dit éventail d’applications et de solutions.
« Je m’étonne toujours de découvrir de nouvelles applications lorsque je suis sollicité par des industriels » s’enthousiasme Alan Chauvin. Chimie, pharmacie, mines, cosmétique, traitement de surface, fonderie, usinage, agroalimentaire, sans oublier le traitement de l’eau, sont quelques-uns des domaines les plus friands d’évaporation sous vide pour traiter leurs effluents car elle leur permet de réduire le volume de leurs déchets tout en leur donnant la possibilité de réutiliser l’eau traitée et de réduire leur facture d’énergie.
La gamme d’évapo-concentratreurs Turbevap LD20 à LD640 de Leviathan Dynamics est basée sur le procédé de CMV qui est le procédé évaporatif le plus économe en énergie.
C’est ainsi que France Evaporation qui travaille depuis 20 ans à l'élaboration de l’ensemble des technologies disponibles dans de nombreux secteurs industriels (chimie, pharmacie, mines, agroalimentaire, traitement de déchets, traitement de l’eau, textile, etc.), bénéficie d’un retour d’expérience quasi-unique sur le secteur pour définir l’installation la plus pertinente au regard des objectifs et des budgets des exploitants.
« Plus particulièrement, ce qui avait le vent en poupe auparavant, c’était l’évaporation multiples effets, c’est-à-dire que l’on procédait à plusieurs évaporations en série, explique Olivier Dehay. Mais on recourrait à des énergies fossiles en masse, ce qui n’était pas satisfaisant. Désormais, on retrouve le flash cooling, l’échangeur à plaques, le flot tombant, la pompe à chaleur… mais c’est la compression mécanique à vapeur (CMV) qui a pris le dessus, car ses coefficients de performance sont bien plus intéressants ». Par ce procédé, l’énergie de condensation est en effet entièrement utilisée pour évaporer la solution à traiter, ce qui en fait un procédé attractif en matière énergétique et particulièrement adapté pour recycler des rejets liquides de faible concentration.
Historiquement spécialisée dans le développement des systèmes de réfrigération à compression mécanique de vapeur (CMV) pour le chauffage et le refroidissement des procédés, c’est donc tout naturellement également que Leviathan Dynamics s’est positionnée sur le marché en développant la gamme d’évapo-concentratreurs Turbevap LD20 à LD640, la plus économe en énergie, selon l’entreprise.
KMU Loft a conçu et réalisé une solution zéro rejet liquide dans le traitement de surface avec stockage, neutralisation pH, traitement de finition sur unité de déminéralisation permettant un recyclage du distillat à hauteur de 98 %.
Le procédé n’est pas nouveau non plus nouveau pour Afig’eo Engineering qui le propose depuis sa création (à l’époque Afig Foessel Engineering) mais qui privilégie, pour le développement du concept zéro-rejet en circuit fermé, le procédé de résine échangeuses d’ions. « Il est vrai que l'évapo-concentration est surtout utilisée sur des effluents de nature minérale. Toutefois, sur des effluents plus variés, nous l'associons à d'autres étapes de traitement pour arriver à l'objectif de qualité demandé pour réutiliser ou rejeter au milieu », précise Matthieu Delaunay directeur commercial d'Aquaprox I-Tech.
Avec son procédé MHD et sa conception plastique, TMW s’adresse quant-à-elle, préférentiellement aux effluents agressifs (qui présence de chlorures par exemple), tandis qu'Aeroe, société spécialisée dans le traitement des lixiviats grâce à son équipement de valorisation de biogaz breveté, revendique plus de 50 références en France et en Espagne dans le traitement des effluents liquides par compression mécanique de vapeur (CMV).
« La CMV proposée par Aeroe fonctionne avec de la vapeur sous vide. L'évaporation se fait autour de -400 mbar puis compression de cette vapeur sous vide jusqu’à la pression atmosphérique », précise Philippe Stock, son fondateur. Ainsi, les avantages de la solution résident outre un faible concentrat obtenu en comparaison des autres procédés et une emprise au sol réduite, dans un coût de fonctionnement bas. « Nous travaillons avec de la vapeur sous vide mais sans alimentation externe. La seule énergie nécessaire, très faible, est l’électricité ».
La réduction et la valorisation des déchets, priorité numéro une
L’équation est simple. Les contraintes de rejet sont de plus en plus fortes, le prix de traitement des déchets plus élevé aujourd’hui qu’hier et les incitations à la revalorisation sont de plus en plus nombreuses. Par conséquent, l’enjeu pour les industriels est de diminuer au maximum le volume de déchets généré. Or pour l’heure, rien ne limite plus les volumes que l’évaporateur.
Préserver la ressource en eau et le milieu
En présence d’eaux souillées, peu de solutions s’offrent aux industriels.
« S’il ne traite pas lui-même ses effluents, l’industriel va remplir des camions pour faire traiter ses effluents ailleurs. Et ainsi générer de nouvelles pollutions indirectes, explique Alan Chauvin (Leviathan Dynamics). Ce n’est pas parce qu’il a refilé le bébé ailleurs que son process sera moins polluant dans son ensemble. Notre rôle est aussi d’aider l’industriel à voir au-delà de sa propre usine ».
Même raisonnement pour le condensat. Jusqu’à récemment, en fonction de la quantité d’eau en sortie d’évaporation, les industriels évaluaient s’il était préférable – économiquement - de la rejeter dans le milieu (si DCO < 300 mg/l) ou plutôt de la réutiliser.
La technologie MHD ECOSTILL ™ développé par TMW est un évaporateur à pression atmosphérique appliquant la technologie MHD. Il est particulièrement efficace pour le recyclage des liquides industriels pollués et plus spécifiquement les liquides toxiques et dangereux.
Encouragées à présent par les agences de l’eau et DREAL, les usines s’attellent de plus en plus à maîtriser leurs pollutions et réutiliser les eaux usées pour s’approcher du “Zéro rejet liquide”. Pour Alan Chauvin, « cette eau-là, on peut la travailler quasi-intégralement en économie circulaire pour éviter d’impacter la consommation d’eau dans certaines régions qui se trouvent en tension hydrique. Cela évite aussi, quand les entreprises ont des augmentations de production, de les faire impacter par les plateformes d’épuration qui sont déjà bien assez sollicitées par le tissu local ».
La solution n’est pas toujours aussi binaire nuance Julien Brochier, directeur commercial chez Vivlo : « L’eau propre qui arrive en fin de circuit d’évaporation n’est pas toujours recyclée au niveau des usines en raison de son prix bas qui n’incite pas à la recycler. Par ailleurs, selon les applications de l’usine, l’eau propre ne peut pas forcément être réutilisée au sein du process car la réglementation l’en empêche. C’est donc un équilibre à trouver ». Et beaucoup de R&D.
H2O a installé un évaporateur Vacudest L 4500 CC pour le traitement cataphorèse et peinture poudre de la société Blanc SA. L’installation comprend les stockages tampons, unité de neutralisation et traitements de finition associés tels résines et charbons actifs. Cette unité peut traiter jusqu’á 12 m³/jour.
Il aura fallu plus de 10 ans de recherche et d’investissements pour que TMW reproduise un cycle naturel de l’eau dans un module à évapo concentration qui se dispense de compresseur et pompe à vide peu énergivore, et introduise sa technologie ‘MHD’ (Multi Humidification Déshumidification) d’évaporateur ECOSTILL™. Reconnue par l’Ademe comme une technique contribuant significativement à la politique “zéro déchets liquides”, l’unité connaît un succès croissant chez de nombreux grands comptes industriels depuis 5 ans. Il faut dire que modulaire, elle peut fonctionner en version standard containérisée ou s’intégrer dans n’importe quel environnement industriel. Elle est désormais exploitée dans différents secteurs tels que le traitement de surface, les tanneries, l’impression papetière, ou encore la chimie para-pétrolière et l’électronique.
De façon indépendante ou associée à d’autres procédés (physico-chimique, membranaire ou biologique), Veolia Water Technologies offre dans sa gamme de solutions, les évaporateurs EVALED® pour assurer le respect des normes environnementales en termes de rejet d’eau industrielle et d’émission d’éléments polluants et pour proposer une solution efficace de réutilisation des eaux. Ils constituent une technologie de référence dans de nombreux secteurs industriels car ils affichent une capacité de traitement allant jusqu’à 200 tonnes de distillat par jour pour les plus grosses installations.
Les séries F et R de la gamme EVALED®, qui reposent sur une évaporation par pompe à chaleur, offrent une capacité de production comprise entre 150 et 2 000 litres par jour tandis que la série EVALED® RV, qui fonctionne par recompression mécanique de la vapeur, est conçue pour des débits importants, avec une capacité de production de distillat comprise entre 3 000 et 12 000 litres par jour.
Valoriser l’extrait sec
Une fois l’évaporation sous vide réalisée, reste la matière sèche.
Si l’évaporation sous vide évite une prise en masse du déchet, les avis divergent néanmoins sur la capacité à valoriser ce déchet. « Parfois le concentrat va avoir une valeur, explique Julien Brochier (Vivlo). Dans ce cas, c’est le jackpot pour l’industriel car le déchet ne va rien lui coûter, voire même lui rapporter. C’est ce qu’il se passe par exemple pour l’industrie automobile qui a transformé ses résidus d’évaporation en colle pour les moquettes, ou encore pour une imprimerie qui s’est servie du concentrat de couleurs pour faire un noir réutilisé pour des couches d’impression ».
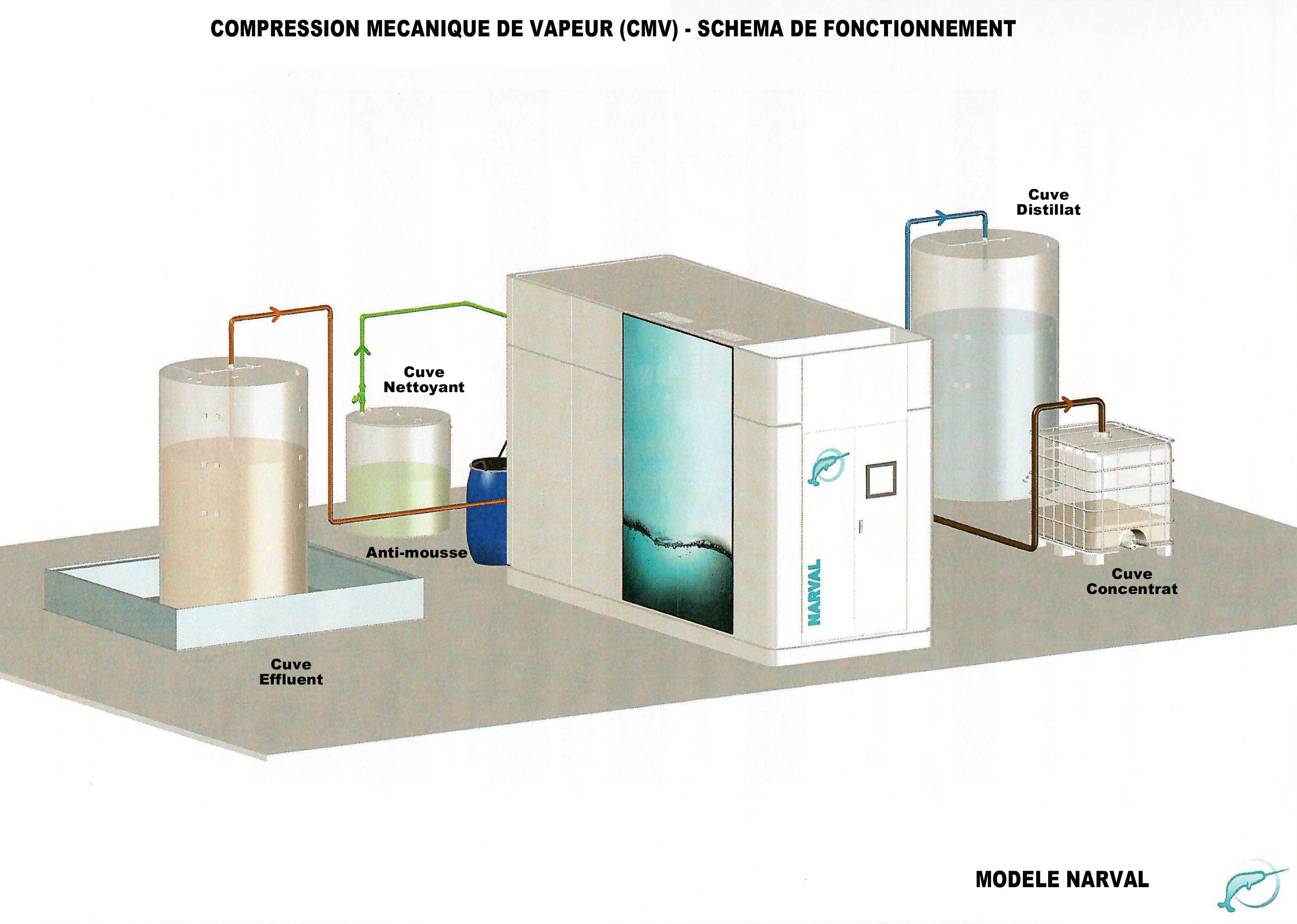
AEROE, spécialisée dans le traitement des effluents liquides, propose des unités mobiles de traitement par Compression Mécanique de Vapeur entièrement automatisées Les avantages de la CMV résident dans un coût de fonctionnement bas, un faible concentrat obtenu en comparaison des autres procédés, une emprise au sol réduite. Ici unité Narval : capacité jusqu’à 1500 l/h-consommation 50-55 kWh/m3-dimension 4760 x 1900 x 3050 mm.
Mais pour Vincent Egmann, de H20, et Jean-Lin Laurouaa de KMU Loft, cette démarche est encore peu répandue. Bien souvent, le concentrat est un cocktail de produits chimiques, une sorte de “tout venant” qui ne permet pas d’isoler les composants. Dès lors, la matière nécessite d’être re-traitée par une filière agréée ou incinérée, limitant alors les bénéfices de l’évaporation sous vide. « L'évaporation est adaptée à une pollution soluble. La valorisation du sous-produit dit concentrat n'est pas chose aisée pour les effluents multi-produits dissous. Pour les cas où une valorisation du concentrat n'est pas possible, l'incinération est la filière agrée finale », assure Jean-Lin Laurouaa.
Donner une image irréprochable
Les industriels aspirent dans le fond à mieux maîtriser leur image et leurs coûts. Comme l’a fait l’Oréal, explique Olivier Dehay : « Dans le cadre de sa politique d’engagement RSE, l’entreprise a mis en place un système de retraitement d’eau grâce à l’évaporation qui n’aurait jamais été fait il y a 10 ans. Un produit biologique, c’est vivant, fragile. Là où l’évaporation est une technique physique implacable ».
Tout au plus y ajoute-t-on un pré-traitement – pour pré-concentrer et réduire les volumes à évaporer (déshuilage, neutralisation, filtration, etc) – ou un traitement en aval – pour améliorer la qualité de l’eau en sortie (correction de PH, lampe UV, etc).
La maîtrise des consommations énergétiques, un autre argument de poids
Pour faire fonctionner l’évaporateur sous vide, deux sources d’énergie sont nécessaires : l’une pour alimenter le “vide” grâce à une pompe ou un mécanisme de mise sous vide, l’autre pour alimenter le système d’évaporation en énergie – au moyen de vapeur, de cogénération ou de compression mécanique (CMV).
Globalement, estime Jean-Lin Laurouaa de KMU Loft, plus basse est la température d’ébullition, plus forte sera la consommation d’énergie car une pompe doit générer le vide. 400 millibars sont nécessaires pour évaporer à 80/85 °C, tandis qu’il en faut 950 pour une évaporation à 35/40 °C. En d’autres termes, la machine sera plus gourmande si elle doit faire un vide poussé.
Là où il faut environ 723 KwH/tonne pour évaporer de l’eau à 100° en pression atmosphérique, l’évaporation sous vide nécessite entre 30 et 250 KwH/tonne. Plus précisément, la pompe à chaleur se situe entre 150 et 250 KwH/tonne d’eau évaporée, et peut se justifier pour certaines applications industrielles. Tandis que la CMV n’est gourmande que de 30 à 90 KwH/tonne d’eau évaporée. « C’est ce qui se fait de mieux sur le marché résume Jean-Lin Laurouaa. J’investis de l’énergie au départ, mais j’en récupère entre 85 et 95 % ensuite tout au long du cycle ». Une analyse que rejoint Philippe Caurier, gérant d’Exonia : « Pour amener un kilo d’eau à ébullition, il faut sensiblement le même nombre de calories, que l’on porte le point d’ébullition à 100° ou à 70°. En soi, l’évaporation sous vide n’apporte donc pas de limitation de la consommation énergétique. Mais le fait de travailler le produit à des températures plus basses (pour des questions de non dénaturation, de corrosion, etc), et le choix d’une source d’énergie efficiente permettront à l’usine de réaliser des économies. Aujourd’hui, si on ne dispose pas d’énergie disponible ou gratuite et que le produit à traiter le permet, l’évaporation sous vide par CMV est alors le procédé le plus intéressant ».
Comparé aux évaporateurs à compression mécanique de vapeur actuels utilisés dans le traitement des eaux usées, le Turbevap de Leviathan Dynamics présente des performances élevées. « Avec une température de fonctionnement entre 35 °C et 40 °C, la consommation énergétique est inférieure à 45k Wh/m³ d’effluents traités, ce qui le situe à des rendements améliorés jusqu'à 70 % », assure Alan Chauvin.
Station Aquaprox I-TECH de recyclage des eaux multi-procédés intégrant des évaporateurs sous vide par Compression Mécanique de Vapeur pour un atelier "0 rejet.
Chez KMU Loft, l’évaporateur de la gamme DESTIMAT® se distingue également par une convection naturelle qui garantit une faible consommation d’énergie ainsi qu’un distillat de haute qualité quelle que soit la complexité des effluents. Constitué d’un faisceau tubulaire ayant une grande surface d’échange pour limiter les dépôts dans l’échangeur et d’un système de séparation à plusieurs niveaux, la technologie ne requiert aucun chauffage ni pompe supplémentaire, ce qui lui permet d’offrir une consommation d’énergie réduite et, par conséquent, des coûts d’exploitation maitrisés. Plus compacte, la conception modulaire de la nouvelle gamme KLC-MASTER Line est conçue pour s’adapter aux spécifications techniques de chaque projet. Diverses options sont designées afin d’offrir une qualité du distillat améliorée tout en conservant une gestion de l‘eau en circuit fermé, y compris pour les effluents difficiles.
En assurant une transition de chaleur optimale entre la vapeur et les eaux usées et en utilisant les résidus thermiques du distillat afin de préchauffer les effluents industriels entrants, H20 est parvenu à réduire la consommation énergétique moyenne de ses systèmes de distillation sous vide Vacudest de 28 % au cours des 10 dernières années.
Quant à TMW, « nous avons compensé la consommation énergétique liée au fait de travailler à pression atmosphérique, en maximisant la récupération d’énergie tant sur l’effluent dans sa phase d’évaporation, que sur la boucle d’air. Ainsi, la consommation d’énergie s’inscrit entre 170 KWh/tonne à 70 KWh/tonne dans sa version optimisée, cumulant dans ce cas, réduction de la consommation et absence d'émission gazeuse », précise Thierry Satge, son directeur général.
Des performances d’exploitation qui séduisent largement
«Comme pour tout appareil industriel, il convient de garder un oeil sur la bonne marche du matériel et d’anticiper les problèmes de corrosion, d’entartrage, de moussage, même s’ils sont moindres avec le procédé sous vide» souligne Philippe Caurier, d’Exonia.
Les matériaux de construction employés sont sélectionnés en fonction de chaque produit, insiste de son côté France Evaporation. Le matériau le plus souvent utilisé est l’inox 316L ou l’inox duplex, mais en cas de produit présentant un risque de corrosion, des nuances supérieures peuvent être employées (super duplex, titane, Alloy 31, graphite, matériaux plastiques, etc.). France Evaporation n’exclut pas pour autant des matériaux moins coûteux comme l’acier lorsque le produit le permet. « TMW a fait un choix original et spécifique, en privilégiant l’emploi de matériaux plastiques, pour les composants de son évaporateur, inclus les échangeurs thermiques, modèle dont TMW détient la propriété », conclue Thierry Satge.
Pilotage et surveillance se sont également renforcés, voire démocratisés. Les CMV sont fournies sur châssis avec leur système de contrôle commande prêt à l’emploi pour un fonctionnement 24h/24. Les paramètres de commande de l’automate sont accessibles par l’opérateur pour régler la machine en fonction des variations de la charge, et disposer d’un aperçu complet de la situation sur site. « Beaucoup de process se faisaient par habitude. Les évaporateurs peuvent désormais émettre des bilans en temps réel sur les volumes traités, la fiabilité du traitement, etc, explique Vincent Egmann, de H2O. Le client prend en main son projet et découvre souvent plein de choses sur sa propre usine ».
Une posture que partage Julien Brochier, de Vivlo : « Il ne faut jamais se limiter à un seul paramètre dans le choix épuratoire. C’est pourquoi nous sommes là pour orienter le client vers la meilleure combinaison possible avec des coûts variables bas ».
Cet article est réservé aux abonnés, pour lire l'article en entier abonnez vous ou achetez le