A l’extérieur de nos frontières, l’utilité du séchage thermique des boues n’est plus à démontrer.
En Amérique du Sud, en Europe et plus particulièrement en Allemagne, le sécheur à bande basse température HUBER est plus que jamais présent : la siccité supérieure à 90 % du produit fini, et sa faible demande énergétique font les spécificités du sécheur à bande HUBER BT. Explications avec Jean-Noël Décombe, Responsable secteur Sud-Est chez HUBER TECHNOLOGY.
Sur le marché de la déshydratation des boues, l’exigence règne tant par les contraintes environnementales et sanitaires que par la facilité de pilotage et de manutention des boues. À l'heure où l’industrie et les collectivités sont appelées à contribuer à la transition énergétique, le séchage thermique à bande basse température HUBER est en mesure de démontrer la performance du procédé car il conjugue faible demande énergétique et haute siccité du produit fini.
Des boues de STEP aux boues industrielles
« Parmi toutes nos solutions de déshydratation des boues disponibles sur le marché, le sécheur BT est en Allemagne et dans le monde un de nos best-sellers, assure Jean-Noël Décombe, responsable secteur Sud-Est. C’est un équipement compact et très capacitaire – qui sera particulièrement adapté aux endroits qui ne bénéficient pas du foncier suffisant pour pouvoir installer d’autres solutions de séchages qui demanderaient plus de surface au sol (comme par exemple le séchage solaire). Dimensionné en fonction des contraintes spécifiques des clients, il s’installe autant dans un bâtiment neuf qu’existant et fournit un produit multiusage hautement valorisable indistinctement destiné aux collectivités ou aux industriels qui disposent d’une station d’épuration sur leur site ».
Plusieurs années de recherche et d’expériences ont permis à HUBER TECHNOLOGY de proposer un procédé basse température qui permet de sécher en continu les boues d’épuration jusqu’à une siccité > = 90 % MS en utilisant les ressources énergétiques disponibles sur place permettant de fournir de l’eau chaude entre 65 et 120 °C (production d’eau chaude par récupération d’énergie fatale depuis une chaudière (biogaz) /ou via des pompes à chaleurs.) « Les clients industriels se penchent de plus en plus sur les stratégies visant à traiter leurs boues sur site en exploitant la chaleur résiduelle présente dans le process industriel ou dans les eaux usées. Outre la réduction significative des volumes de boues et l’exploitation de l’énergie résultant de la chaleur perdue, les boues sèches – en raison de leur pouvoir calorifique élevé – représentent un précieux combustible pour les incinérateurs propres à l’entreprise ainsi qu’un produit à très haute valeur agronomique pour un épandage agricole local ».
Editer les infos
Pour HUBER TECHNOLOGY, la solution qui a déjà fait ses preuves partout dans le monde (USA/Colombie/Brésil…) et en Europe (Italie/Pologne/Belgique/Suisse) et en Allemagne doit se développer en France. Totalement opérationnelle pour les collectivités, elle doit s’inscrire également dans le mouvement de décarbonation entrepris ces dernières années notamment dans les secteurs industriels de l’agroalimentaire, la chimie-pharmacie, la construction et la métallurgie.
Des points de contrôles automatisés et fiables pour un process maîtrisé
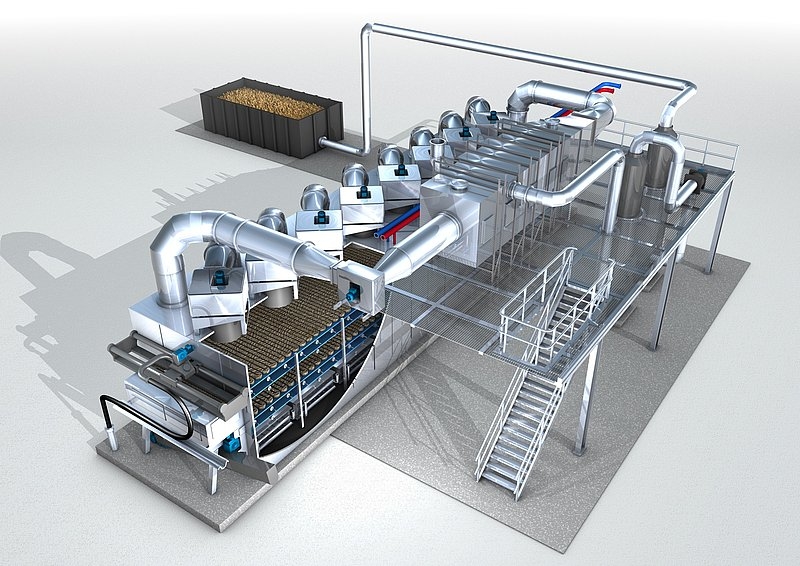
Sécheur BT Huber
Concrètement, le sécheur HUBER BTplus se compose de deux bandes de transport superposées. Il fonctionne à des températures comprises entre 65°et 130° et est alimenté par des boues déshydratées entre 16 et 32 % de MS. Acheminées dans le dispositif d’extrusion breveté, celles-ci sont déposées à travers une matrice perforée sous forme de serpentins dans le sens de la largeur sur la bande supérieure du sécheur.
Traversées de bas en haut par l’air chauffé chargé en humidité, la couche de boues déposée se déplace sans manipulation dans le sécheur évitant ainsi la production de poussière. « Une sonde de mesure en ligne surveille en continue la siccité des boues entrantes dans le sécheur afin d’ajuster automatiquement via un automate les paramètres de fonctionnement du sécheur ce qui permet de garantir en permanence l’obtention des performances optimales en sortie et un fonctionnement stabilité automatique sans intervention de l’opérateur ».
Après avoir transitées en faisant un aller/retour entre la bande supérieure et la bande inférieure, les boues tombent dans le bac de transfert pour être évacuées par un système de convoyage automatique vers le stockage de boues séchées. Les boues sont ainsi séchées pour obtenir le pourcentage de résidus secs requis.
Des performances, mais pas seulement…
Au-delà de sa performance technique, le sécheur à bande HUBER BT plus a été conçu pour être assemblé par la juxtaposition de blocs modulaires de dimensions standard préfabriqués en usine.
Extrudeur breveté "Alimentation"
Prévus pour être transportés par semi-remorque, et facilement assemblés sur site, le procédé réduit donc considérablement les coûts et la durée de construction des futurs ateliers de séchage thermique.
Outre le sécheur et le système de ventilation associé, HUBER TECHNOLOGY peut également fournir sur demande tous les périphériques nécessaires au bon fonctionnement de l'installation, depuis l'entrée du sécheur jusqu'à l'évacuation du produit fini.
« En considérant la demande réduite en personnel, la diminution des coûts de transport, la maîtrise des risques en exploitation et en maintenance, notre système induit des coûts marginaux faibles et offre un retour sur investissement de 4 à 5 ans tout en évitant l’ensemble des risques connus créés par les procédés à haute température» conclut Jean-Noël Décombe.