Programme de traitement de l’eau dans les cycles eau - vapeur à haute pression avec des épisodes de corrosion dans l’alimentation du générateur
27 février 2020Paru dans le N°429
à la page 95 ( mots)
Rédigé par : A. BIURRARENA de ADIQUIMICA, J. AZUARA de ADIQUIMICA, N. RAMOS et 3 autres personnes
La mise en place d’un programme d’amélioration, issue d’un audit technique exhaustif, dans le traitement de l’eau d’un cycle eau –vapeur dans une industrie papetière du sud de l’Europe a permis de corriger les tendances observées dans le système, clairement affecté par des phénomènes de corrosion accélérée par l’écoulement (FAC). Les niveaux de fer transportés au générateur et la conductivité cationique de la vapeur surchauffée ont diminué drastiquement. Ceci est la conséquence des actions prises après l’évaluation de l’état de l’installation. ADIQUIMICA présente, dans cet article technique, une partie de son audit réalisé avec l’objectif de rétablir, dans des conditions stables, le fonctionnement du cycle eau - vapeur à 70 bars de pression du générateur de vapeur.
Introduction
Cycle de l’eau – vapeur de moyenne/haute pression
La génération de vapeur pour son utilisation comme fluide porteur de chaleur/énergie est une opération unitaire qui, dans certains environnements industriels, fait partie du cycle eau – vapeur.
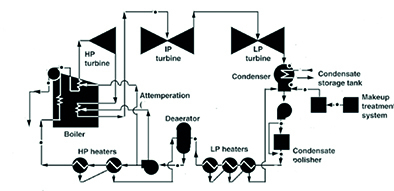
Figure 1 : Éléments principaux d’un cycle eau – vapeur pour la génération de l’énergie électrique. Cycle Chemistry Guidelines for Fossil Plants: Phosphate continuum and Caustic Treatment. EPRI; Electric Power Research Institute [1, 2].
Le cycle eau – vapeur est un procédé industriel qui présente, comme minimum, un des deux objectifs suivants :
Transférer une énergie calorifique à une unité de production déterminée.
Transformer l’énergie calorifique contenue dans la vapeur générée en énergie cinétique qui, à son tour, sera transformée en énergie électrique par le biais d’un alternateur couplé à une turbine vapeur du système.
En général, bien qu’il puisse exister des différences selon la conception du système, un cycle eau – vapeur contient les éléments caractéristiques détaillés dans la figure 1.
Système de prétraitement de l’eau ; opération unitaire de conditionnement de l’eau d’appoint au cycle pour compenser les pertes du système (purges appliquées au système, vapeur non condensée ou condensat non récupéré).
Préchauffe ; ou système d’échange de chaleur pour augmenter la température de l’eau d’alimentation au générateur de vapeur.
Dégazeur ; ou système d’élimination des gaz dissous dans l’eau d’alimentation avec la vapeur de basse pression. Le paramètre caractéristique du dégazeur est son rendement dans l’élimination de l’oxygène dissous contenu dans l’eau, principal responsable de l’oxydation des lignes métalliques de circulation de l’eau.
Économiseur ; ou système d’échange de chaleur pour récupérer la chaleur dissipée des fumées de combustion, pour augmenter la température de l’eau d’alimentation du générateur. L’économiseur et la préchauffe sont considérés comme des éléments contribuant au rendement énergétique du système.
Générateur ; ou vaporisateur d’eau par transfert de chaleur provenant de la combustion du combustible de l’installation.
Surchauffe ; ou système d’échange de chaleur entre la vapeur saturée en sortie du générateur et les fumées de combustion afin d’augmenter le contenu énergétique de vapeur pour son contact avec la turbine.
Turbine(s) ; ou système de transformation de l’énergie calorifique contenue dans la vapeur en énergie mécanique.
Condensateur ; ou échangeur de chaleur entre la vapeur en sortie de la turbine et l’eau de refroidissement du système (à son tour, refroidi par un dispositif de refroidissement évaporatif). Cet élément, en fonctionnement à vide, a pour objectif la condensation de la vapeur pour une réutilisation maximale des ressources de l’installation.
Selon la classification établie par l’organisme international EPRI (Electric Power Research Institute) [1,2] ; les pressions de génération de vapeur en dessus de 40 bars (600 psi approx.) sont considérées comme pressions moyennes et sont donc sujettes aux recommandations fixées par cet organisme.
Problématique associée à la chimie de l’eau dans les cycles eau –vapeur
Un cycle eau – vapeur présente des problématiques identiques à celles recontrées dans tout système où l’eau rentre en contact avec des surfaces métalliques de différentes compositions. Ces problèmes peuvent être plus importants dans des conditions extrêmes de fonctionnement (pression, température). De plus, des éléments critiques présents dans le procédé, comme des turbines, surchauffes et condensateur, font du cycle eau – vapeur, un système très sensible à la qualité de l’eau, tant dans son état liquide qu’en état vapeur.
Les principaux facteurs à prendre en compte pour un fonctionnement optimum du cycle eau – vapeur peuvent être résumés par ces différents points :
Entrée de contaminants avec l’eau d’appoint au cycle ; certaines espèces chimiques, présentes dans l’eau du générateur comme solides dissous ou colloïdales peuvent passer dans la vapeur par le biais de procédé de vaporisation sélective et arriver à la turbine à vapeur. Cela peut occasionner des problèmes de corrosion, exfoliation et/ou des dépôts diminuant ainsi le rendement nominal de la turbine [3 - 5]. La qualité de l’eau à la sortie du prétraitement peut être évaluée en fonction de la conductivité cationique de celle-ci. Ce paramètre représente l’un des indices les plus pertinents dans le fonctionnement du cycle eau – vapeur.
Niveaux d’oxygène dissous dans l’eau du cycle ; Même si les dégazeurs présents dans le cycle sont les responsables de l’élimination de la majeure partie de l’oxygène dissous résiduel dans l’eau, il est nécessaire de procéder à un affinage dans cette élimination pour atteindre les valeurs recommandées dans les normes et recommandations en vigueur.
Des niveaux d’oxygène supérieurs au maximum établi dans les recommandations et les normes peuvent générer des problèmes sévères de corrosion dans les lignes d’alimentation de l’eau au générateur, autant dans des systèmes avec une métallurgie en fer qu’avec une métallurgie mixte.
D’un autre coté, des niveaux d’oxygène résiduel proche de zéro peuvent entraîner une capacité de régénération de la magnétite dans le système nulle.
Dans les zones de faible pression et de grande turbulence, il peut se produire une libération des couches d’oxyde de fer superficielles et son transport à l’intérieur du générateur.
pH de l’eau du cycle ; il est recommandé des valeurs de pH dans tous les points du cycle eau – vapeur autour de 9. Ces valeurs permettent de fonctionner dans des conditions optimales du point de vue de la minimisation des phénomènes de corrosion des surfaces métalliques.
Traitement de l’eau dans les cycles eau - vapeur
La problématique associée à la chimie de l’eau définie le traitement à mettre en place dans le système. Les programmes habituels de traitement se basent sur les points suivants :
Prétraitement ; pour l’élimination des contaminants de l’eau d’appoint à partir d’unités physiques comme la technologie des membranes, échangeurs d’ions… Le résultat du prétraitement est l’obtention d’un flux d’eau ayant une charge saline pratiquement nulle et libre d’espèces problématiques par leurs effets néfastes sur la/les turbine/s du système.
Traitement externe de l’eau ; à son tour sur la base de deux sous programmes principaux :
Réduction d’oxygène résiduel dans l’alimentation, les lignes de vapeur et condensats.
Alcalinisation des lignes d’alimentation et condensats.
Les deux sous programmes de traitement se basent sur l’utilisation de composés ayant une contribution saline nulle et de caractère volatil, afin d’agir dans tous les points du système mais en les dosant uniquement dans la ligne d’alimentation postérieure au dégazeur.
Les réducteurs d’oxygène utilisés présentent, en plus, un effet passivant. En effet, ils permettent de transformer les couches superficielles d’oxyde non protégées en magnétite ou oxydes mixtes de fer de nature protectrice. Du fait de la volatilité des réducteurs utilisés, cette fonction permet de maintenir dans les lignes d’alimentation, vapeur et condensat une protection complète du circuit.
Les composés alcalinisants utilisés se basent sur des mélanges de composés volatils neutralisants avec deux fonctions différentes :
Neutralisation du CO2
Augmentation du pH sans augmentation de la charge saline de l’eau.
Alcalinisation de l’eau du générateur ; formation d’un pH tampon aux alentours de 9 qui permet de neutraliser les possibles diminutions de pH qui peuvent être à l’origine de perturbations dans le cycle, dégradation de produits de traitement etc…
Cas d’étude
Dans cet article, est présentée une problématique observée dans le cycle eau – vapeur d’une usine de production de papier dans le sud de l’Europe. Les résultats et conclusions présents dans cet article, réalisés par un audit technique d’Adiquimica, qui n’était pas responsable du traitement au moment de l’étude, ont été présentés aux départements de maintenance, ingénierie et production de l’usine.
Le cycle, utilisant la vapeur pour produire de l’électricité, présente une pression de génération de vapeur de 70 bars et inclut, en plus des éléments énumérés dans la partie 1.1, un système d’affinage des condensats. Ce système est constitué par une colonne d’échange ionique pour la rétention des ions métalliques (cuivre et fer). Dans ce cas, le condensateur de vapeur à la sortie de la turbine est un alliage de cupro-nickel.
Le traitement de l’eau du cycle mis en marche avec l’audit réalisé par ADIQUIMICA, consiste au dosage à la sortie du dégazeur de deux produits distincts :
Réducteur d’oxygène et alcalinisant volatil ; produit de traitement volatil pour la neutralisation de l’oxygène dissous à la sortie du dégazeur et pour l’alcalinisation des lignes d’alimentation, vapeur et condensats par le biais d’amines neutralisantes.
Alcalinisant de l’eau du générateur ; produit à base d’une combinaison de sels libérateurs de phosphates avec une relation Na/PO4.
Antécédents
En accord avec les procédures internes de l’usine, les paramètres critiques de la qualité de l’eau sont analysés à chaque étape du cycle. Certains sont analysés par le bais de colorimétrie directe et d’autre par un enregistrement en temps réel des équipements de mesures on-line.
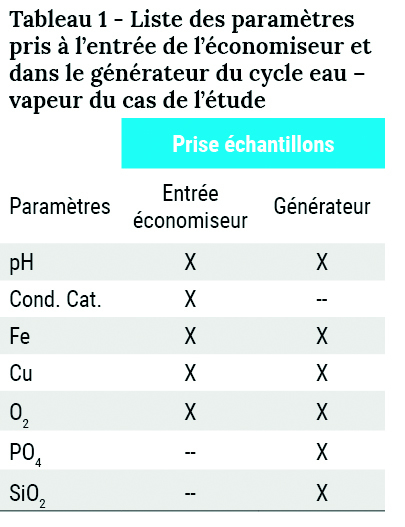
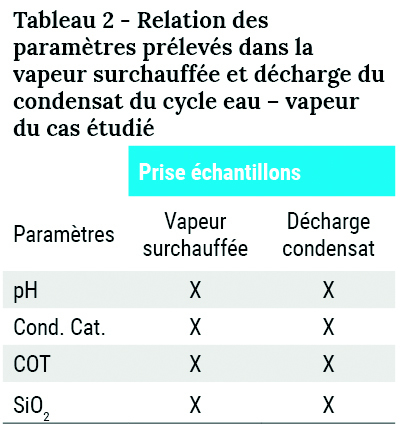
Les tableaux 1 et 2 montrent, sur la base des recommandations établies par les guides EPRI [1, 2] pour un traitement totalement volatil en alimentation et des phosphates en continu dans la chaudière, les points et paramètres relevés dans le cycle.
Bien que les tableaux montrent les paramètres à enregistrer selon les recommandations des guides EPRI, dans certaines installations, sont réalisées des adaptations selon les équipements disponibles pour leur détermination on-line. De cette manière, dans l’usine de l’étude, est substituée la mesure d’oxygène résiduel dissous par la mesure du potentiel redox de l’eau à la sortie du dégazeur complétée par la mesure de la concentration du réducteur d’oxygène. Les deux mesures, après interprétation, permettent d’obtenir une information similaire à celle que donne la mesure d’oxygène résiduel dissous dans l’eau.
Évolution du potentiel redox et réducteur d’oxygène
Le potentiel redox appliqué à un système comme celui de l’étude, est relié à la concentration des espèces oxydantes ou réductrices présentes dans l’eau, et donc, à sa capacité d’effectuer des procédés d’oxydation métallique. Dans un cycle eau – vapeur, l’oxygène dissous détermine le potentiel oxydant de l’eau. Afin de maximiser la durée de vie de l’installation, il est nécessaire de maintenir cet oxygène dissous dans des valeurs optimales. Bien que les normes et recommandations établissent des valeurs de consignes sur la concentration en oxygène dissous [1,2], sont fixés des gammes optimales de fonctionnement de la valeur du potentiel redox de l’eau d’entrée dans l’économiseur selon la métallurgie du système.
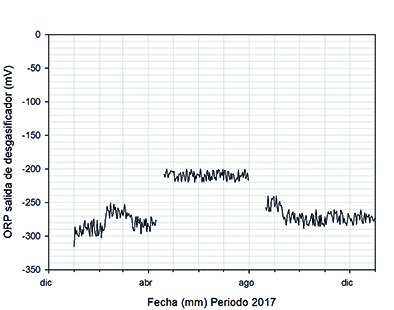
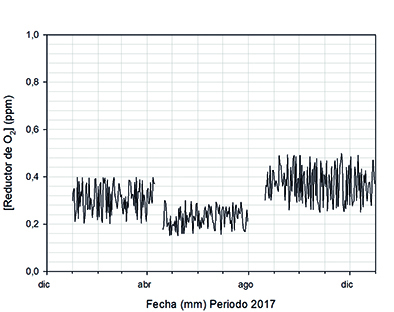
Figure 3 : Profil de concentration du réducteur d’oxygène à la sortie du dégazeur du cycle eau -vapeur, motif de l’étude. Les périodes sans données correspondent à des arrêts techniques.
Le cycle eau – vapeur de l’étude décrit dans ce document, a fonctionné selon le profil du potentiel redox à la sortie du dégazeur présenté sur la figure 3.
Sont observées des valeurs de potentiel redox dans l’alimentation du générateur dans une gamme comprise entre [-200, -300] mV. Les périodes sans enregistrement de valeurs correspondent à des arrêts dus à une maintenance.
Parallèlement, le profil de la concentration du réducteur dans le même point de prélèvement durant la même période (2017) est présenté dans la figure 3.
Niveaux de fer et conductivité cationique
Les recommandations EPRI pour le fonctionnement des cycles eau – vapeur selon les programmes de traitement entièrement volatil dans l’alimentation du générateur et phosphate en continu à l’intérieur [1,2], établissent une limite de fer dans l’alimentation de 2 ppb dans ses conditions nominales, pouvant être supérieure dans des cas ponctuels ou des fonctionnements cycliques durant un nombre maximum d’heures accumulées par an.
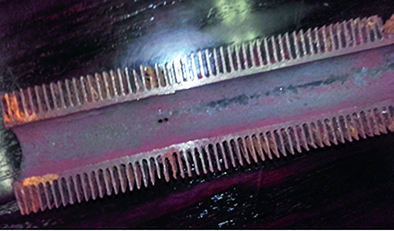
Figure 4 : Détail du faisceau tubulaire de l’économiseur.
Ceci est aussi applicable à la conductivité cationique de la vapeur surchauffée qui va être en contact avec la turbine.
Dans les conditions de fonctionnement avant les conseils techniques réalisés par ADIQUIMICA, les niveaux de fer observés dans l’alimentation du générateur sont supérieurs aux 2 ppb établies dans la norme en vigueur [6] mais aussi dans les recommandations EPRI pour le traitement mis en place dans l’installation [1,2]. Les valeurs moyennes présentent une variation considérable, situant la moyenne autour de 0.015 ppm (15 ppb).
Figure 5 : Orifice détecté dans le faisceau tubulaire de l’économiseur du cycle eau – vapeur.
De plus, durant des arrêts techniques, ont été détectées, dans le faisceau tubulaire de l’économiseur, des parties avec une rugosité similaire à de la “peau d’orange” (figure 4). Dans les zones proches de ces sections, est détectée la présence d’un orifice (figure 5). La partie à coté de cette rugosité a fait l’objet d’une étude métallurgique afin de déterminer les causes possibles de cette défaillance dans le système.
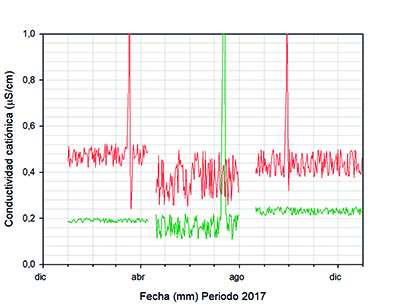
Figure 6 : Profils de conductivité cationique de la vapeur surchauffée (rouge) et de l’eau déminéralisée d’appoint (vert). Les pics observés correspondent aux échantillons avant la substitution des résines
des appareils de mesure.
De plus, l’enregistrement des niveaux de conductivité cationique dans la vapeur surchauffée (figure 6) a montré des valeurs oscillantes autour d’une valeur moyenne supérieure au maximum recommandé dans les recommandations et normes en vigueur ; 0,47 µS/cm. Les valeurs de conductivité cationique de l’eau déminéralisée d’appoint du système sont maintenues à 0,20 µS/cm durant toute la période.
L’aspect du faisceau tubulaire de l’économiseur, la présence de pores dans celui-ci, mais aussi les valeurs de la conductivité cationique de la vapeur surchauffée en dehors des recommandations, nécessitent une étude du fonctionnement du cycle ainsi qu’une révision du traitement appliqué.
Analyse de la situation
Dégradation du faisceau tubulaire de l’économiseur ; formation de précipité de phosphates
La détection d’un orifice dans le faisceau tubulaire de l’économiseur, ainsi que la dégradation et la perte d’épaisseur des couches protectrices de magnétite ont été les premiers points à analyser. Le maintien des mêmes conditions d’opération avant l’audit technique de l’installation garantie pratiquement l’apparition, dans un temps relativement court, de nouveaux orifices dans le même cycle et dans d’autres points critiques.
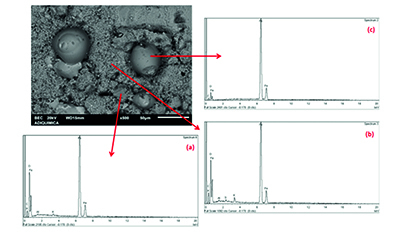
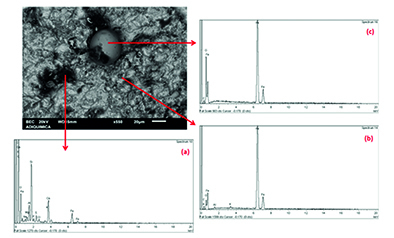
Figure 7 : Spectres EDX des zones du tube avec présence de produits habituels de corrosion.
Afin de déterminer les possibles causes d’apparition de l’orifice dans le faisceau tubulaire de l’économiseur, a été réalisée une étude métallographique du tube, à l’endroit affecté, en combinant des techniques de Microscopie Electronique à Balayage (SEM)1 avec des analyses élémentaires par analyses à dispersion d’énergie à rayons X (EDX)2. Ces techniques analytiques ont été utilisées dans les zones avec une présence de produits habituels de corrosion (oxydes de fer - figure 7), afin de déterminer la composition de la matrice de l’alliage des tubes, mais aussi dans les zones affectées, caractérisées par la présence de rugosité (« peau d’orange ») et de résidus solides grisâtres. (figure 8).
Figure 8 : Spectres EDX des zones du tube proches du trou avec présence de résidus grisâtres.
L’analyse par énergie dispersive à rayon X des zones peu affectées, a révélée une composition à base de fer, d’oxygène et de carbone, compatible avec la composition chimique basique d’un acier au carbone et de ses principaux produits de corrosion. Sont détectés aussi dans quelques spectres, la présence minoritaire de potassium (K), aluminium (Al) et de soufre (S) (figure 7).
Ces mêmes techniques cette fois-ci appliquées sur les zones affectées ont révélées la présence de phosphore (P), sodium (Na), calcium (Ca) et magnésium (Mg) (figure 8). Ces résultats permettent de formuler une première hypothèse à propos de l’origine de l’orifice dans le faisceau tubulaire de l’économiseur.
Dans les cycles eau - vapeur de moyenne - haute pression, les produits alcalinisants de l’eau à l’intérieur du générateur s’introduisent dans le système directement dans l’évaporateur grâce à des pompes hautes pressions. C’est une pratique habituelle, et encore plus dans les installations où le prétraitement de l’eau d’appoint au cycle peut présenter des contaminations par des ions associés à la dureté de l’eau, c’est à dire, du calcium et du magnésium. L’introduction de sels libérateurs de phosphates à la sortie du dégazeur peut conduire, en cas de fuite de dureté, à la précipitation de phosphate de calcium et/ou magnésium, dans les zones de haute température comme l’économiseur. Ces précipités, à leurs tours, peuvent générer deux phénomènes distincts avec les mêmes résultats pour l’installation :
Dans les zones à forte turbulence, les particules solides peuvent éroder ou exfolier les couches internes des tubes [5] conduisant, dans certaines situations extrêmes, à la fracture du matériel.
La précipitation des sels de phosphates, sous forme d’incrustations, à la surface métallique des transferts de chaleur peut diminuer drastiquement le flux thermique entre les deux cotés du tube en agissant comme un isolant. Dans les zones de hautes températures, une mauvaise dissipation de la chaleur par la présence d’incrustations peut conduire à une fatigue thermique du matériel.
D’autre part, l’introduction de sels libérateurs de phosphates avec une relation Na:PO4 non adéquate, peut engendrer des précipitations incongrues à la surface des transferts de chaleur. Les sels de phosphates de plus faible liaison Na:PO4 ont plus tendance à précipiter dans les zones où le flux thermique est élevé, conduisant à la formation de dépôts à caractères acides qui peuvent attaquer les matériaux sous-jacents.
La présence de phosphore dans les résidus analysés par analyse dispersive à rayons X est compatible avec, au moins, une des trois possibilités antérieures.
Perte d’épaisseur des tubes de l’économiseur ; FAC
Dans le cycle eau - vapeur, les éléments d’acier au carbone en contact avec l’eau d’alimentation opérant à une température jusqu’à 280 – 300ºC, à faible concentration d’oxygène dissous, forment des couches de magnétite (Fe3O4) qui limitent les processus de corrosion métallique. Dans ces conditions, un équilibre s’établie entre la dissolution de ces couches due au contact avec l’eau et la régénération de la magnétite.
Les éléments du cycle, opérant à basse pression et température, sont spécialement sensibles aux phénomènes d’érosion/corrosion. Dans ces conditions, des températures en dessous de 150 °C et des flux turbulents dus à la conception des lignes de circulation, peuvent engendrer un déséquilibre entre la redissolution des oxydes et la régénération de la magnétite. L’élimination des oxydes sans régénération de la magnétite est connu sous le terme FAC (ou corrosion accéléré par écoulement) [6 - 9]. Dans le cycle, les systèmes de préchauffage à basse pression, ou les zones avec un flux turbulent élevé dans l’économiseur sont les zones les plus susceptibles de subir ce phénomène.
Dans le cycle eau - vapeur, la formation de couches protectrices de magnétite est fortement liée au type de traitement utilisé pour l’eau. Selon le traitement, il se produit une augmentation ou une diminution de la solubilité de la magnétite, qui, d’une part, engendre une perte d’épaisseur des tubes de l’économiseur mais aussi le transport du fer détaché qui agit de façon abrasive et érosive dans les zones de flux turbulent et qui peut se déposer à la surface des transferts de chaleur en agissant comme un isolant.
L’aspect et la rugosité à certains endroits du faisceau tubulaire de l’économiseur et les valeurs de potentiel redox maintenus à la sortie du dégazeur du cycle durant l’année 2017 sont compatibles avec le développement de phénomènes de corrosion accéléré par écoulement (FAC).
Propositions d’amélioration
L’audit technique du cycle de l’eau - vapeur réalisé par ADIQUIMICA a abouti aux propositions d’amélioration suivantes :
Utiliser un traitement alcalinisant pour le générateur à base de phosphates ayant des relations Na:PO4 optimisées avec le produit ADICLENE P-115 ; ceci permet d’éviter les problèmes de précipitation incongru des sels de phosphates de sodium qui ont pu causer, partiellement, les orifices et les dégradations des surfaces du faisceau tubulaire de l’économiseur.
Changer le point de dosage du produit alcalinisant de l’eau du générateur ; le dosage direct dans la chaudière permet de réduire la charge saline dans l’alimentation et d’éviter, en cas de fuite de dureté du prétraitement, la précipitation de sels calciques de phosphates à l’entrée du générateur.
Utiliser le réducteur d’oxygène ADIC H-101 ; la réaction avec l’oxygène dissous génère moins de sous produits organiques qui peuvent augmenter les valeurs de conductivité cationique de la vapeur surchauffée.
Dosage du réducteur d’oxygène ; de façon à affiner l’élimination réalisée par le dégazeur du système.
Ces conditions d’opération présentent 3 bénéfices importants pour l’installation :
Diminution de la solubilité de la magnétite formée à la surface de l’acier au carbone grâce à la formation de structures d’oxydes ferriques hydratés (FeOOH) superficielles.
Diminution drastique des niveaux de fer dans l’eau d’alimentation du générateur.
Diminution des valeurs de conductivité cationique dans la vapeur surchauffée grâce à la réduction du taux des composés volatils organiques dans l’alimentation.
Résultats
La mise en œuvre des propositions d’amélioration recommandées dans l’installation, a conduit, dès le début, à un changement radical des principaux indicateurs du cycle ;
Le transport du fer au générateur a diminué considérablement. Les niveaux de fer analysés dans l’alimentation sont passés d’une valeur moyenne de 15 ppb (avant la mise en place des améliorations) à une valeur moyenne de 2.5 ppb. Ceci signifie une plus faible solubilité de la magnétite dans les conditions d’opération, ce qui garantie la protection anticorrosive des surfaces des transferts de chaleur.
Le programme de dosage du réducteur d’oxygène proposé a permis un fonctionnement à des niveaux de potentiel redox adéquats selon la métallurgie du cycle en alimentation du générateur. Ce programme a de plus permis, l’évolution des valeurs de conductivité cationique à des niveaux recommandés par la norme en vigueur et par les fabricants des turbines.
Conclusions
L’audit technique et les inspections réalisées sur l’installation du cas présenté dans l’étude ; un cycle d’eau - vapeur avec une pression de génération de vapeur de 70 bars, ont révélés des conditions d’opération non adéquats pour le système. Les effets négatifs d’une mauvaise conception du traitement de l’eau se répercutent sur le transport de fer à l’intérieur du générateur, au développement de phénomènes de corrosion accéléré par écoulement à des points où la température de travail est plus faible, et où il y a des fortes turbulences, à la précipitation sous forme d’incrustations sur la surfaces des échangeurs de chaleur, et à l’augmentation de la conductivité cationique dans la vapeur surchauffée.
La mise en place des améliorations suite à l’audit technique réalisé par ADIQUIMICA a permis de recentrer, sur de bonnes bases, l’exploitation du cycle eau – vapeur ;
En minimisant le transport de fer au générateur de vapeur. L’entrée de fer dans le générateur peut conduire à des dépôts d’oxydes à la surface des transferts de chaleur, réduisant le flux thermique et, dans certains cas, à des problèmes de corrosion par réaction différentielle.
En diminuant drastiquement la solubilité des oxydes protecteurs des surfaces en acier, en évitant ainsi la dégradation par exfoliation dans les zones de fortes turbulences.
En permettant d’avoir un fonctionnement de l’installation avec des valeurs recommandées des paramètres critiques du système. Ces valeurs sont recommandées par les principales entités internationales reconnues dans ce domaine.
Cet article est réservé aux abonnés, pour lire l'article en entier abonnez vous ou achetez le